Hur en gummiformsprutningsmaskin fungerar
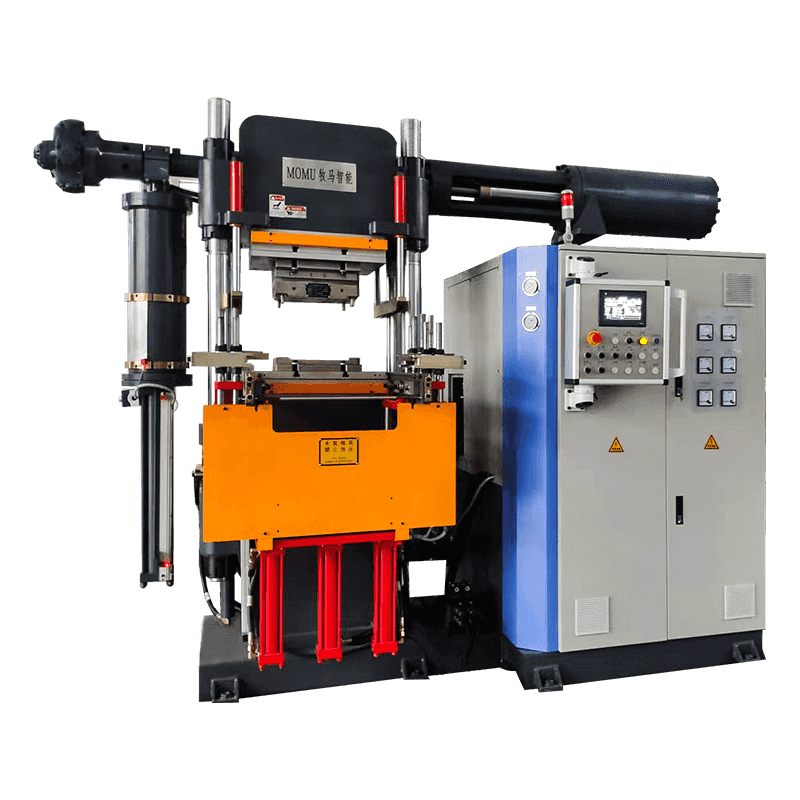
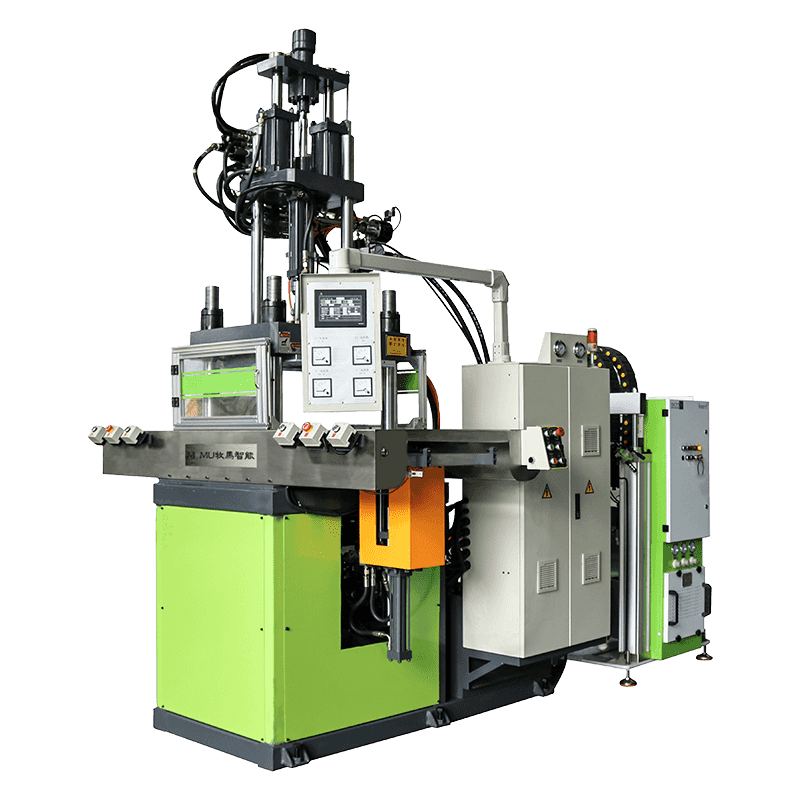
A gummiformsprutningsmaskin omvandlar rågummiblandning till färdiga delar genom att värma upp materialet och pressa in det under tryck i ett slutet formhålrum. Till skillnad från formpressning, som placerar rågummi direkt i en öppen form, förplasticerar formsprutning gummit i en uppvärmd cylinder innan den injiceras genom ett munstycke i en förseglad form. Denna process möjliggör snabbare cykeltider, snävare toleranser och mindre materialspill, vilket gör den särskilt lämplig för högvolymproduktion av tekniska gummikomponenter.
Gummiblandningen matas vanligtvis in i maskinen i form av remsor eller pellets. En roterande skruv eller kolv flyttar materialet genom cylindern medan värmeelement bringar det till rätt bearbetningstemperatur. När gummit når en optimal viskositet injiceras det i formhålan där det härdar under kontrollerad värme och tryck innan det kastas ut som en färdig del.
Maskinens huvudkomponenter
Att förstå varje huvudkomponent hjälper operatörer att felsöka produktionsproblem och optimera inställningar för olika gummiblandningar och detaljgeometrier.
Viktiga delar och deras funktioner
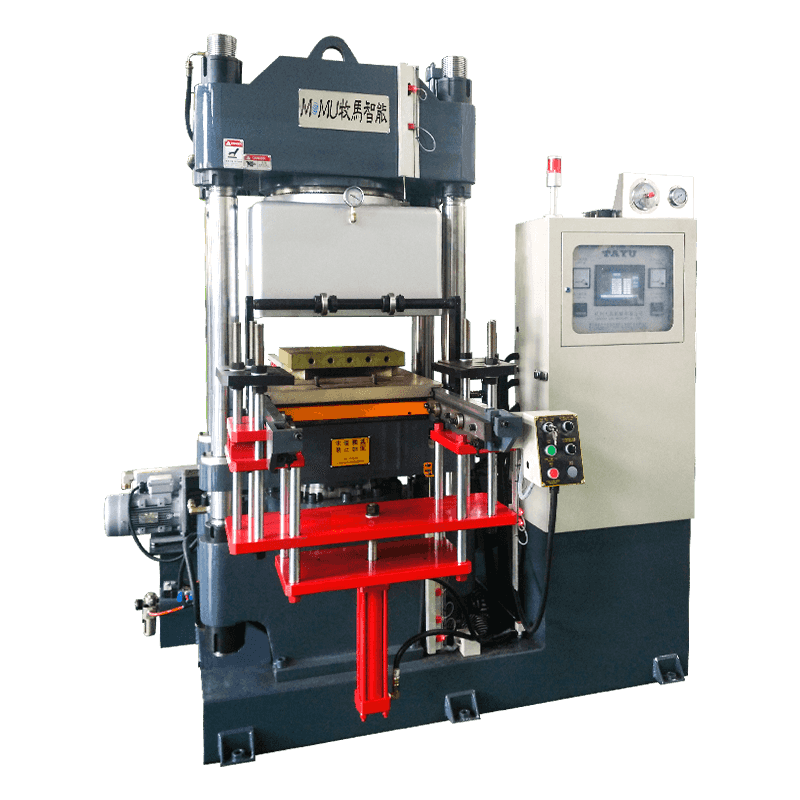
- Injektionsenhet: mjukgör och sprutar in gummiblandningen i formen
- Spännenhet: håller samman formhalvorna under högt tryck under insprutning och härdning
- Värmesystem: upprätthåller exakta fat- och formtemperaturer för konsekvent härdning
- Hydraulisk eller elektrisk drivning: driver skruvrotation, insprutning och klämrörelse
- Styrsystem: hanterar temperatur, tryck, insprutningshastighet och cykeltiming
- Ejektorsystem: släpper den färdiga delen från formen efter härdning
Moderna maskiner använder i allt högre grad elektriska drivsystem istället för rent hydrauliska, vilket ger mer exakt kontroll över insprutningshastigheten och minskar energiförbrukningen under tomgångsperioder mellan cyklerna.

Jämföra formsprutning med andra gummiformningsmetoder
Tillverkare som väljer en formningsprocess bör väga formsprutning mot formpressning och transferformning, eftersom varje metod ger distinkta fördelar beroende på detaljens komplexitet, produktionsvolym och budget.
| Metod | Cykeltid | Materialavfall | Bäst för |
| Formsprutning | Snabbt | Låg | Högvolym, komplexa delar |
| Formpressning | Långsammare | Högre | Enkla former, låg volym |
| Transfergjutning | Måttlig | Måttlig | Delar med metallinsatser |
Formsprutning visar sig generellt sett vara mer kostnadseffektiv i skala trots högre verktygskostnader i förväg, eftersom minskade cykeltider och lägre spill uppväger den initiala investeringen över stora produktionsserier.
Vanliga tillämpningar över branscher
Gummiformsprutningsmaskiner producerar ett brett utbud av komponenter som används inom bil-, medicin-, el- och konsumentvarutillverkning. Processen är särskilt uppskattad för delar som kräver snäva dimensionstoleranser eller konsekventa fysikaliska egenskaper över stora partier.
Typiska produkter tillverkade genom formsprutning
- Biltätningar, packningar och genomföringar
- Komponenter för medicintekniska produkter som tätningar och proppar
- Elektriska kontakter och isolerande delar
- O-ringar och industripackningar
- Konsumentprodukter som handtag, tätningar och skyddsöverdrag
Eftersom formsprutning stöder formar med flera kaviteter, kan tillverkare producera dussintals identiska delar i en enda cykel, vilket avsevärt ökar genomströmningen jämfört med formpressningsuppsättningar med en kavitet.
Nyckelfaktorer som påverkar kvaliteten på gjutna delar
Att uppnå konsekventa, defektfria gummidelar är beroende av noggrann kontroll av flera processvariabler under hela produktionen. Små avvikelser i temperatur eller tryck kan leda till defekter som flash, porositet eller ofullständig härdning.
Kritiska processvariabler att övervaka
Insprutningstryck och hastighet avgör hur fullständigt gummit fyller formhålan innan härdningen påbörjas, med otillräckligt tryck som ofta orsakar korta skott eller svaga stickade linjer. Fat- och formtemperaturen måste hållas inom blandningstillverkarens rekommenderade intervall, eftersom överhettning kan orsaka för tidig härdning inuti fatet, känd som sveda, medan otillräcklig värme leder till ofullständig härdning och svagare mekaniska egenskaper.
Härdningstiden spelar också en betydande roll för dels kvalitet och produktionseffektivitet. Att förlänga härdningstiden utöver vad som är nödvändigt minskar genomströmningen utan att förbättra delarnas prestanda, samtidigt som den förkortas riskerar underhärdade delar som misslyckas med hållbarhetstestning. Tillverkare kör vanligtvis provsatser med varierande härdningstider för att identifiera den optimala balansen mellan kvalitet och cykeleffektivitet för varje specifik förening.
Underhållstips för maskinprestanda på lång sikt
Rutinunderhåll gör att en gummiformsprutningsmaskin fungerar effektivt och hjälper till att undvika oplanerade stillestånd som kan störa produktionsscheman. Att etablera en konsekvent underhållsrutin förlänger också livslängden för kritiska komponenter som skruvar, fat och formar.
Dagliga uppgifter bör innefatta rengöring av restgummi från munstycket och formens ytor, eftersom ansamlingar kan orsaka defekter i efterföljande delar och öka slitaget på formhåligheter. Veckokontroller bör verifiera hydraulvätskenivåer och inspektera tätningar för läckor, eftersom hydraulsystemfel är bland de vanligaste orsakerna till oväntade maskinstillestånd.
Regelbunden inspektion av värmeelement och temperatursensorer säkerställer korrekta avläsningar, eftersom felaktiga sensorer tyst kan orsaka kvalitetsproblem långt innan de utlöser ett synligt fel. Att föra detaljerade underhållsjournaler hjälper också till att identifiera slitagemönster över tid, vilket gör att fabrikschefer kan schemalägga byten av delar proaktivt snarare än att reaktivt reagera på haverier.