Varför vakuum förändrar allt i gummivulkanisering
Gummivulkanisering - processen att tvärbinda polymerkedjor med hjälp av värme och tryck för att omvandla rågummi till ett hållbart, elastiskt material - har använts industriellt i över 180 år. Ändå representerar införandet av vakuumteknik i vulkaniseringsprocessen en av de viktigaste förfiningarna inom modern gummitillverkning. A vakuumgummivulkaniseringsmaskin evakuerar luft och instängda gaser från gummiblandningen och formhåligheten före och under härdning, vilket eliminerar porositeten, håligheterna och ytdefekterna som vulkanisering vid atmosfärstryck oundvikligen producerar i precisionskomponenter.
Resultatet är en mätbart överlägsen produkt: tätare tvärbindningsnätverk, förbättrade mekaniska egenskaper, bättre dimensionsnoggrannhet och defektfria ytor - allt kritiskt i applikationer där fel på gummikomponenter medför säkerhets- eller regulatoriska konsekvenser. När efterfrågan på precisionsgummidelar växer inom fordons-, flyg-, medicin- och elektroniksektorerna har vakuumvulkaniseringsmaskiner flyttats från specialutrustning till vanliga industriella verktyg.
Vulkaniseringsprocessen: Konventionell vs. vakuum
För att förstå värdet av vakuumvulkning är det användbart att undersöka exakt var konventionella metoder kommer till korta.
Konventionell formpressning eller transfergjutning
Vid standardkompression eller överföringsvulkanisering placeras en gummiblandning i en uppvärmd form och tryck appliceras för att tvinga materialet in i formhåligheten. Luft som är instängd i föreningen eller vid gränsytan mellan blandning och mögel har ingen flyktväg. När temperaturen stiger och tvärbindningen börjar, bildar denna instängda luft mikrohålrum - porer, blåsor och ytgropar - som minskar delens densitet, draghållfasthet och utmattningslivslängd. För icke-kritiska konsumentprodukter är denna nedbrytning acceptabel. För tätningar, membran, komponenter för medicintekniska produkter och flyg- och rymdpackningar är det inte det.
Vakuumassisterad vulkanisering
En vakuumgummivulkaniseringsmaskin applicerar ett kontrollerat vakuum - vanligtvis inom området –0,08 till –0,098 MPa (ungefär –80 till –98 kPa mätare) — till formhålan före blandningsinjektion eller kompression, och upprätthåller detta vakuum genom de inledande stadierna av härdningen. Denna evakuering tar bort lösta gaser från gummimatrisen, eliminerar gränssnittsluftfickor och sänker kokpunkten för fukt i blandningen, vilket drar ut den innan värme appliceras. Härdningscykeln fortsätter sedan under både vakuum och applicerat tryck, vilket ger en helt konsoliderad, tomrumsfri del.
Viktiga tekniska fördelar med vakuumvulkanisering
Prestandafördelarna med vakuumvulkning är kvantifierbara över flera kvalitets- och processmått:
- Eliminering av porositet och tomrum — Vakuumevakuering tar bort instängd luft innan gelning låser den på plats. Delar uppnår relativa densiteter som närmar sig teoretiskt maximum för föreningen, vilket direkt leder till förbättrad draghållfasthet, brottöjning och utmattningsbeständighet.
- Överlägsen ytkvalitet — Utan luft instängd vid mögel-gummigränsytan är de färdiga ytorna släta, kosmetiskt rena och fria från grop. Detta är särskilt viktigt för silikonlinser av optisk kvalitet, medicinska slangar och konsumentvaror av gummi där estetik påverkar upplevd kvalitet.
- Bättre måttnoggrannhet — Tomrumsfri konsolidering ger delar som överensstämmer exakt med formgeometrin. Krympningen är mer förutsägbar och enhetlig, vilket minskar dimensionsvariationerna efter härdning - en viktig fördel för O-ringar, tätningar och gjutna delar med snäv tolerans.
- Förbättrat sammansatt flöde i komplexa geometrier — Vakuumdragning hjälper blandningen att röra sig in i djupa underskärningar, tunna sektioner och invecklade formegenskaper som insprutning av atmosfärstryck kämpar för att fylla helt.
- Minskad skrot- och omarbetningshastighet — Genom att eliminera den primära orsaken till visuella och strukturella defekter i gjutet gummi, sänker vakuumvulkanisering avsevärt kasseringsgraden på precisionskomponenter, vilket förbättrar den totala utrustningseffektiviteten (OEE) för gummigjutningsoperationer.
- Kompatibilitet med fuktkänsliga föreningar — Silikongummi, EPDM och vissa specialelastomerer är särskilt känsliga för kvarvarande fukt under härdningen. Vakuumavgasning före uppvärmning avlägsnar effektivt denna fukt, vilket förhindrar ångdriven porositet i den härdade delen.
Typer av vakuumgummivulkaniseringsmaskiner
Vakuumvulkaniseringsutrustning finns tillgänglig i flera konfigurationer, var och en lämpad för olika produktionsskalor, gummityper och detaljgeometrier.
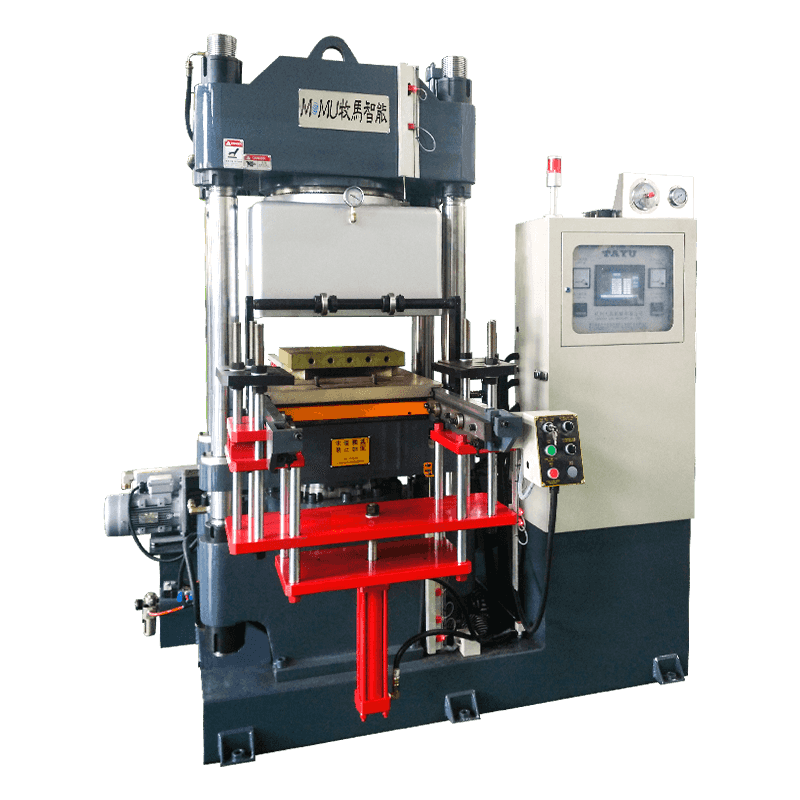
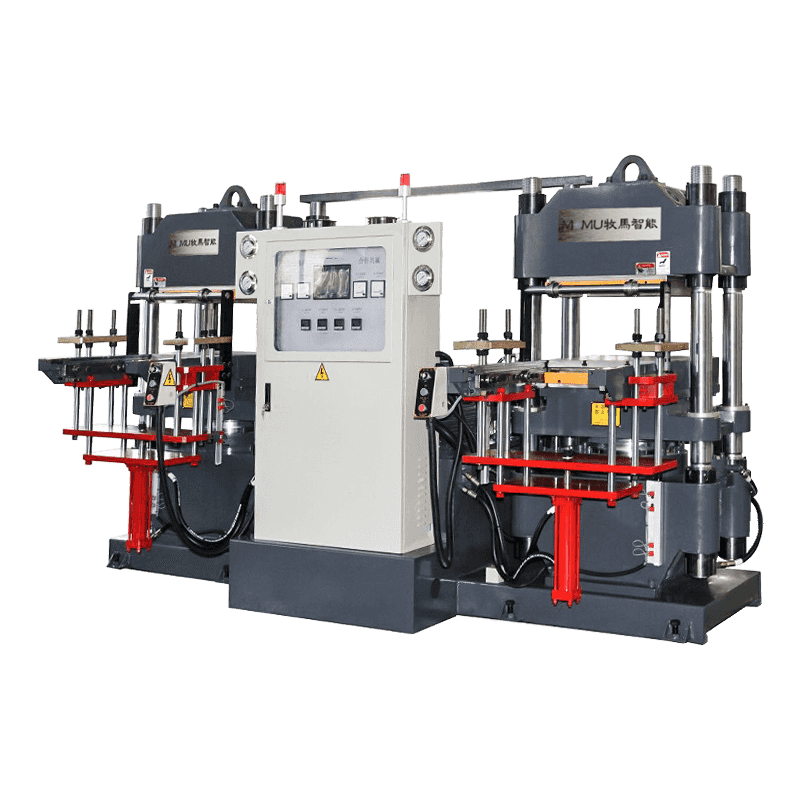
Vakuumpressformpress
Den mest använda konfigurationen inom satsvis gummigjutning. En hydraulisk press med uppvärmda plattor komprimerar formen; en vakuumkrets – integrerad i formen eller applicerad via en perifer vakuumkammare – evakuerar kaviteten före och under stängning. Lämplig för platta kuddar, ark, packningar och relativt enkla gjutna profiler. Platttemperaturerna varierar vanligtvis från 150°C till 200°C , med hydraultryck från 10 till 200 ton beroende på delstorlek och sammansättningens viskositet.
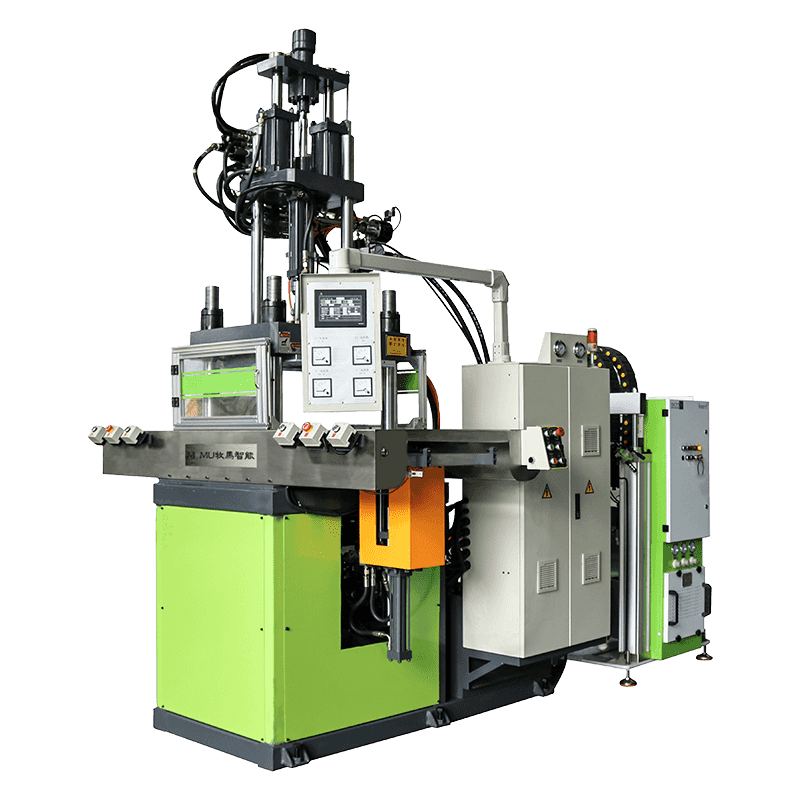
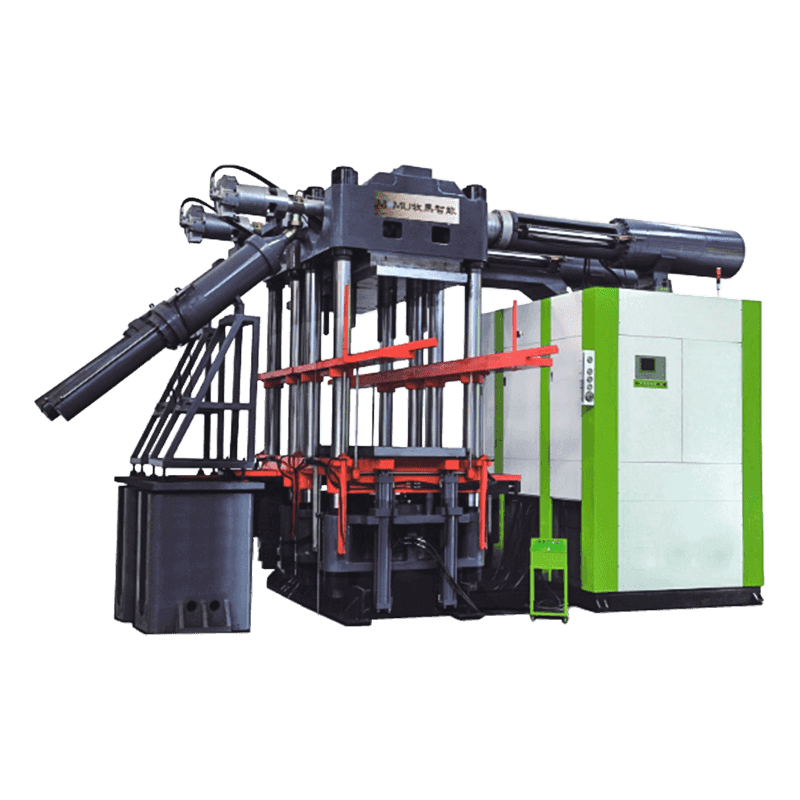
Vakuumformsprutningsmaskin
Kombinerar evakuering av vakuumkavitet med injektion av förplastad gummiblandning under tryck. Formen förseglas och evakueras innan injektionen börjar, sedan sprutas blandningen in i den evakuerade håligheten. Denna konfiguration ger den bästa dimensionella konsistensen för komplexa tredimensionella delar som produceras i stora volymer – biltätningar, kopplingsgenomföringar och komponenter för medicintekniska produkter är typiska applikationer. Cykeltiderna är kortare än formpressning tack vare exakt sammansättning och snabbare fyllning.
Vakuumautoklavvulkanisator
Används för stora, oregelbundet formade gummidelar - slangar, expansionsfogar, gummifodrade rör och kompositenheter - som inte kan rymmas av en konventionell pressform. Delen placeras i en vakuumpåse eller förseglad kammare, evakueras och utsätts sedan för förhöjd temperatur och tryck (ånga eller varmluft) i autoklavkärlet. Vanligt inom flyggummibindning och stora industriella gummifoderapplikationer. Cykeltiderna är längre men processen rymmer delgeometrier som ingen annan metod kan hantera.
Vakuumplatta vulkaniseringspress (transportbandstyp)
Speciellt utformad för vulkanisering av gummitransportband, golvplattor och breda platta produkter. Flera uppvärmda plattor pressar ett kontinuerligt matat band eller ark medan vakuum appliceras på presszonen. Vanligt inom tillverkning av transportband och gummigolvtillverkning, där bredden kan överstiga 2 000 mm och kontinuerlig genomströmning krävs.
Kärnsystemkomponenter
En vulkaniseringsmaskin med vakuumgummi integrerar flera delsystem som måste samordnas för att uppnå konsekvent härdningskvalitet.
| Delsystem | Funktion | Nyckelspecifikation |
|---|---|---|
| Vakuumpumpsystem | Evakuerar formhåligheten till måltrycket | Mål: ≤–0,095 MPa; roterande skovel- eller vätskeringpump |
| Värmeplattor / kammare | Tillför och bibehåll härdningstemperaturen jämnt | ±1–2°C enhetlighet; el- eller ånguppvärmd |
| Hydrauliskt klämsystem | Applicerar och håller formstängningstrycket | Tonnage anpassas till delarea och sammansättningens viskositet |
| Vakuumförseglingssystem | Behåller vakuumintegriteten under härdningscykeln | O-ring eller labyrinttätningar vid formavskiljningslinje |
| PLC styrsystem | Sekvenser vakuum-, temperatur- och tryckhändelser | Programmerbara härdningsprofiler; dataloggningsförmåga |
| Formtemperaturregulator | Snabb uppvärmning och exakt temperaturreglering | PID-styrd; svarstid <30 sekunder |
Industriella applikationer
Vakuumgummivulkaniseringsmaskiner används överallt där konventionell vulkanisering ger oacceptabla defekter eller där materialegenskaper måste uppfylla rigorösa prestandastandarder.
Tätningssystem för fordon
Motorrumstätningar, dörr- och fönsterpackningar, bränslesystems O-ringar och bromssystemsmembran är bland de största applikationerna. Ett enskilt passagerarfordon innehåller över 400 individuella gummitätningskomponenter , av vilka många måste uppfylla nollläckagestandarder över 150 000 km livslängd. Vakuumformning säkerställer den tomrumsfria tvärsnittsintegriteten som gör detta möjligt.

Medicinsk och farmaceutisk utrustning
Silikongummikomponenter för medicinsk utrustning – slangar, proppar, membran, peristaltiska pumpelement och implanterbara delar – kräver absolut frihet från porositet och kontaminering. Vakuumvulkanisering är den accepterade standardprocessen för silikongjutning av medicinsk kvalitet, och regulatoriska inlämningar för medicinska apparater i klass II och III refererar vanligtvis till vakuumbearbetning som en del av det validerade tillverkningsprotokollet.
Flyg och försvar
Flygplansdörrtätningar, kabintryckspackningar, bränslesystemelastomerer och vibrationsisolerande fästen måste uppfylla kraven i AS9100 och MIL-specifikationer som uttryckligen tar upp porositet och dimensionstolerans. Vakuumautoklavvulkanisering är standardmetoden för flyg- och rymdklassade gummibundna sammansättningar och elastomerkomponenter i storformat.
Elektronik och halvledare
Silikonknappsatser, ledande elastomerkontakter, EMI-skärmande packningar och optisk silikonlinser för LED-applikationer drar alla nytta av vakuumformning. Porositet i dessa komponenter orsakar elektrisk resistansvariation, optisk spridning och för tidigt mekaniskt fel - defekter som vakuumvulkning eliminerar på processnivå snarare än att förlita sig på nedströmsinspektion och sortering.
Industriella slangar och transportörsystem
Högtryckshydraulikslangar, kemikalieöverföringsledningar och transportband som arbetar i nötande eller kemiskt aggressiva miljöer kräver täta, hålfria gummikonstruktioner för att uppnå märkt sprängtryck och livslängd. Vakuumautoklav eller vakuumplattpressvulkanisering ger den konsolideringskvalitet som dessa applikationer kräver.
Processparametrar och härdningscykeldesign
Härdningscykeln för vakuumvulkanisering involverar en exakt sekvenserad serie av händelser. Avvikelser från den optimerade sekvensen – särskilt vakuumtimingen i förhållande till temperaturrampen – påverkar direkt delens kvalitet.
- Formladdning och initial stängning — Massan laddas och formen stängs till ett "sprucket" läge (delvis stängt) för att tillåta vakuumdragning utan full kompression.
- Vakuumapplicering — Vakuumpumpen evakuerar formhåligheten till måltrycket (vanligtvis ≤–0,09 MPa). Detta steg varar vanligtvis 30 till 120 sekunder beroende på hålrumsvolymen och innehållet av sammansatt gas. Vakuum måste uppnås innan betydande värmeöverföring till föreningen börjar — för tidig uppvärmning initierar tvärbindning innan avgasningen är klar.
- Full formstängning under vakuum — När målvakuumet har bekräftats appliceras fullt hydrauliskt klämtryck. Blandningen strömmar in i den evakuerade håligheten under kombinerat vakuumdrag och mekaniskt tryck.
- Isotermiskt botemedel — Formtemperaturen hålls vid den specificerade härdningstemperaturen (vanligtvis 150–180 °C för NR/SBR-föreningar; 170–200 °C för silikon) under den beräknade t90-härdningstiden – tiden för att uppnå 90 % av den maximala tvärbindningsdensiteten, bestämt genom reometeranalys.
- Tryckavlastning och urtagning av formen — Efter avslutad härdning släpps klämtrycket, vakuum ventileras och formen öppnas för borttagning av delar. Sekundär vulkanisering efter härdning i en ugn kan specificeras för vissa silikon- och fluorelastomerföreningar för att fullborda tvärbindningen och driva bort härdningsbiprodukter.
Kriterier för val av utrustning
Att välja rätt vakuumvulkaniseringsmaskin för en given applikation kräver utvärdering av flera inbördes beroende faktorer. Att förenkla detta beslut leder till antingen underspecificerad utrustning som inte kan uppnå önskad kvalitet, eller överkonstruerade maskiner vars kapacitet aldrig utnyttjas.
- Delstorlek och geometri — Platta eller enkla profiler passar kompressionspresskonfigurationer; komplexa tredimensionella delar kräver formsprutningsförmåga; stora eller oregelbundna former behöver autoklavbearbetning.
- Typ av gummiblandning — Silikon, EPDM, NBR, fluorelastomer och naturgummi har vart och ett distinkta härdningstemperaturer, tryck och vakuumkänslighetskrav som påverkar maskinspecifikationerna.
- Produktionsvolym — Storvolymproduktion motiverar investeringar i flerkavitetsinjektionspressar med automatiserad urtagning. lågvolym eller prototyparbete är bättre betjänt av mindre, flexibla kompressionsenheter.
- Dammsug djup och hålltid — Applikationer med högviskösa föreningar eller formuleringar med hög gashalt kräver djupare vakuum (närmare –0,098 MPa) och längre evakueringshålltider innan härdningen påbörjas.
- Temperaturens enhetlighetsspecifikation — Medicinska delar och flyg- och rymddelar med snäva toleranser kräver en enhetlig platttemperatur på ±1°C eller bättre; allmänna industriella tillämpningar kan acceptera ±3–5°C.
- Krav på automatisering och dataloggning — Reglerade industrier (medicin, flyg, livsmedelskontakt) kräver fullständig processparameterloggning, spårbarhet per batch och PLC-kontrollerade härdningsprofiler som inte kan åsidosättas manuellt under produktionen.
En omfattande processrevision – granskning av sammansättningsformulering, deldesign, kvalitetskrav och produktionsvolym – utförd innan utrustningsanskaffning undviker kostsamma specifikationsfel och säkerställer att den valda maskinen levererar den erforderliga effekten från driftsättning och framåt.