Vad gör LSR formsprutning fundamentalt annorlunda
Formsprutning av flytande silikongummi (LSR) är en precisionstillverkningsprocess som skiljer sig från konventionell termoplastformsprutning i nästan varje kritisk parameter. När termoplastgjutning injicerar ett uppvärmt material i en kyld form för att stelna, gör LSR-gjutning motsatsen: en kall tvåkomponents flytande silikonförening injiceras i en uppvärmd form där den genomgår en additionshärdande tvärbindningsreaktion och permanent vulkaniseras till en flexibel, hållbar elastomer del. Denna termiska inversion – kallinsprutning i en varm form – definierar hela maskinarkitekturen, formdesignfilosofin och processkontrollstrategin som krävs för framgångsrik LSR-produktion. Att förstå denna grundläggande vändning är utgångspunkten för alla som specificerar, använder eller designar kring en LSR-formsprutningsmaskin.
LSR-föreningar levereras som tvådelade system: Del A innehåller baspolymeren med en platinakatalysator och del B innehåller tvärbindnings- och inhibitorpaketet. Dessa två komponenter lagras separat för att förhindra för tidig härdning, doserade i ett 1:1-förhållande av maskinens doseringssystem, blandas i en statisk mixer omedelbart före injektion och levereras till formen i ett termiskt konditionerat, mycket kontrollerat flöde. Hela materialhanterings- och injektionssystemet måste hållas vid temperaturer mellan 5°C och 25°C för att förhindra för tidig gelning, medan formen samtidigt arbetar vid 150°C till 220°C för att driva en snabb fullständig härdning. Att hantera denna termiska kontrast i hela maskinen och formen är den centrala tekniska utmaningen för LSR-formsprutning.
Kärnkomponenter i en LSR-formsprutningsmaskin
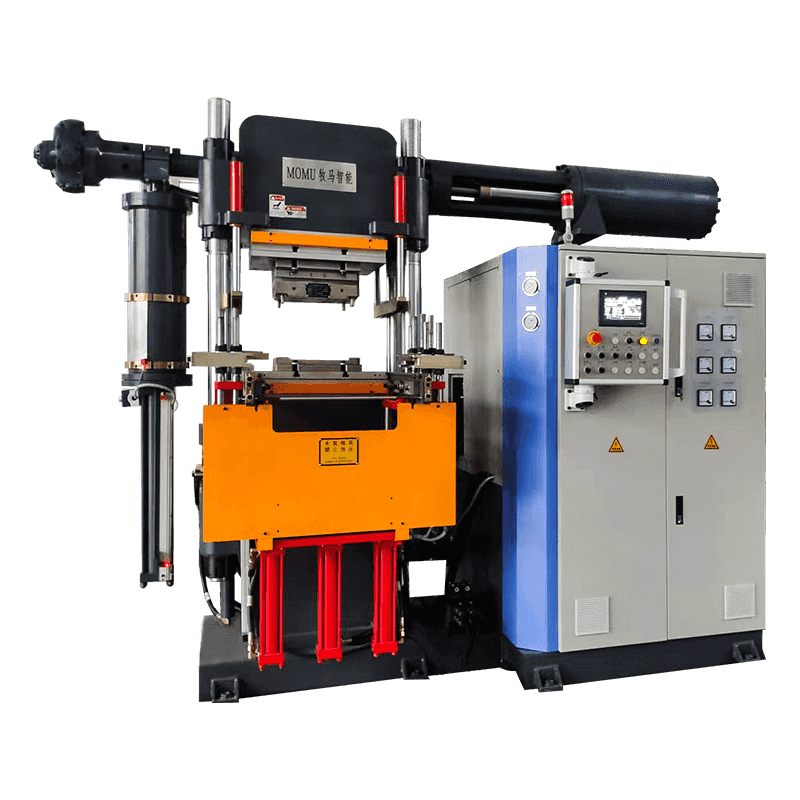
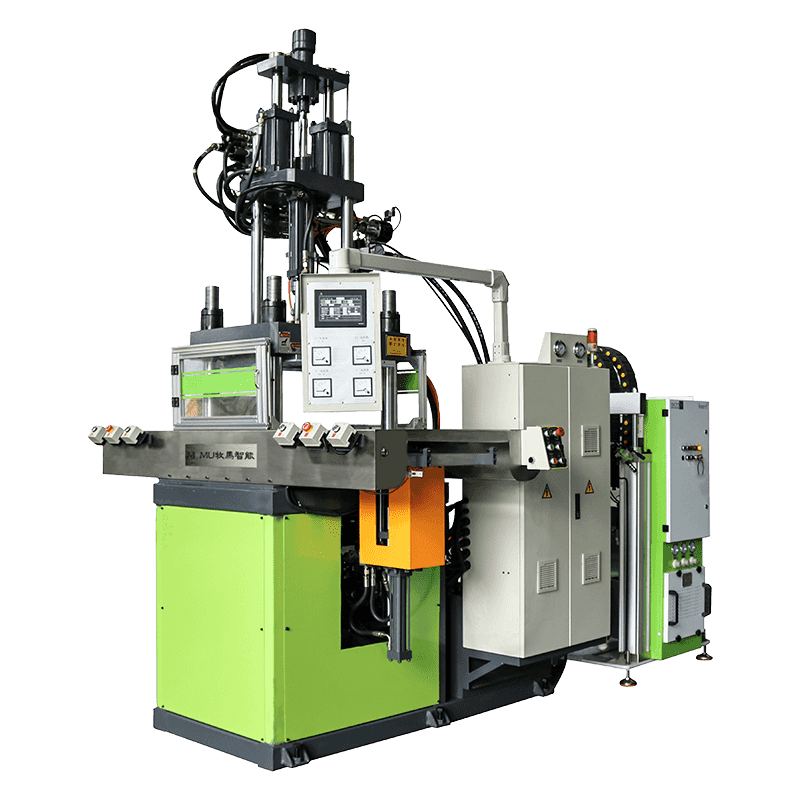
An LSR formsprutningsmaskin är ett integrerat system som består av flera delsystem som måste arbeta i exakt samordning för att leverera konsekvent detaljkvalitet. Till skillnad från en vanlig termoplastinsprutningsmaskin där cylindern och skruven utför mjukning och insprutning, är LSR-maskinens injektionsenhet specialbyggd för att hantera en lågviskös, termiskt känslig tvåkomponentsvätska. Varje delsystem spelar en specifik och icke-ersättningsbar roll i processen.
Tvåkomponents mät- och doseringssystem
Doseringssystemet drar del A och del B från tillförseltrummor eller hinkar med hjälp av följeplattor som upprätthåller konstant tryck på materialytan och förhindrar att luft strömmar in. Precisionskugghjulspumpar eller doseringspumpar av kolvtyp levererar båda komponenterna samtidigt med ett exakt kontrollerat 1:1 volymförhållande, med utväxlingsnoggrannhet som vanligtvis hålls inom ±1 % för att säkerställa konsekvent tvärbindningsdensitet och slutlig hårdhet. Många system innehåller också en pigmentdoseringslinje - en tredje doseringsström som introducerar färgförråd eller funktionella tillsatser i blandningshuvudet i programmerbara förhållanden, vilket möjliggör flerfärgs- eller tillsatsdoserad produktion utan manuell beredning av blandningen. Trycksensorer och flödesmätare i hela doseringskretsen ger realtidsfeedback som utlöser larm och maskinstopp om kvotdrift eller flödesavvikelser upptäcks.

Statisk blandning och Cold Runner System
Efter dosering passerar de två komponenterna genom en statisk engångsblandare – ett rör som innehåller en serie spiralformade blandningselement som successivt delar och kombinerar materialströmmarna tills fullständig homogen blandning uppnås, vanligtvis inom 20 till 40 blandningselement beroende på blandningens viskositet och önskad blandningskvalitet. Den blandade blandningen kommer sedan in i det kalla löparsystemet i formen, som är ett termiskt isolerat grenrör som hålls vid samma kyla temperatur som injektionscylindern - vanligtvis under 20 ° C - med hjälp av vattenkylningskretsar som körs oberoende av den heta formens temperaturkontroll. Den kalla löparen behåller ohärdad LSR mellan skotten, förhindrar materialavfall och möjliggör automatisk urtagning eftersom den kalla löparens öppning och skenorna förblir flytande och dras tillbaka med öppningen av formen, vilket inte lämnar något härdat löparskrot att trimma eller återvinna.
Injektionsrör och fram- och återgående skruv
Injektionsröret tar emot den blandade LSR-blandningen från kallrörsgrenröret och använder en fram- och återgående skruv med låg kompression för att samla ett skott material och injicera det i formhåligheterna. Till skillnad från termoplastskruvar, som är designade för att generera värme genom skjuvning, har LSR-insprutningsskruvar mycket låga kompressionsförhållanden (vanligtvis 1:1 till 1,2:1) och är designade för att transportera material med minimal skjuvvärme för att undvika att utlösa för tidig härdning i cylindern. Hela cylinderenheten är mantlad med vattenkylning för att hålla materialtemperaturen under aktiveringströskeln för platinakatalysatorn. Skottstorleksnoggrannheten är avgörande vid LSR-gjutning eftersom materialet har mycket låg viskositet och kommer att blinka över även små luckor om skottvolymen överstiger hålrumsvolymen – typiskt insprutningstryck för LSR sträcker sig från 100 till 250 bar, avsevärt lägre än termoplastiska injektionstryck.
Formdesignprinciper specifika för LSR-bearbetning
LSR formdesign följer principer som i många avseenden är motsatsen till termoplastisk formdesign. Eftersom LSR krymper något vid härdning (typiskt 2–4 % linjär krympning beroende på blandning och härdningsförhållanden) och har extremt låg viskositet i sitt ohärdade tillstånd, måste formen utformas med snävare skiljelinjetoleranser, mer aggressiva ventileringsstrategier och en termisk arkitektur som främjar snabb och enhetlig härdning genom hela kaviteten. Formkonstruktionen använder vanligtvis härdat verktygsstål i P20- eller H13-kvalitet, med kavitetsytor polerade till Ra 0,05 µm eller bättre för att uppnå den erforderliga ytfinishen på medicinska, optiska eller konsumentklassade LSR-delar.
Skiljelinjetoleranser och blixtskydd
Den låga viskositeten hos LSR – typiskt 50 000 till 300 000 mPa·s vid injektionstemperatur – betyder att den kommer att penetrera luckor så små som 0,004 mm vid insprutningstryck, vilket producerar flash som är extremt tunt, svårt att trimma och oacceptabelt i precisionsapplikationer. Skiljelinjens ytor måste slipas plana till inom 0,005 mm tvärs över formytan, och klämkraften måste vara tillräcklig för att hålla skiljelinjen stängd mot hålighetstryck under injektion och härdning. Erforderlig spännkraft beräknas baserat på projicerad delarea och maximalt kavitetstryck, med en typisk säkerhetsfaktor på 1,5 till 2 tillämpad. För en LSR-form med flera kaviteter som producerar små medicinska komponenter, är klämkrafter på 50 till 150 ton vanliga även för maskiner med blygsamma skottstorlekar.
Avluftningsstrategi för luftevakuering
Luft som är instängd i LSR-formhåligheter kan inte strömma ut genom materialet som det kan i vissa termoplastiska processer där gas absorberas i smältan. Instängd luft i LSR producerar tomrum, ofullständig fyllning och ytdefekter som är särskilt synliga i transparenta eller genomskinliga LSR-blandningar. Två avluftningsstrategier används i LSR-formdesign: passiv ventilation genom precisionsslipade skiljelinjeventiler på 0,003 till 0,005 mm djup placerade vid sista fyllningsplatser, och aktiv vakuumventilation där en vakuumpump evakuerar de slutna formhåligheterna genom dedikerade ventilationskanaler omedelbart före injektion. Vakuumassisterad LSR-gjutning är obligatorisk för detaljer med komplex geometri, tunna väggar under 0,5 mm eller applikationer där noll hålrumsinnehåll är ett kvalitetskrav, som i implanterbara medicinska komponenter.
Termisk design och uppvärmningssystem
Enhetlig formtemperatur är avgörande för konsekvent härdningshastighet över alla kaviteter, särskilt i verktyg med flera kaviteter där temperaturvariationer mellan kaviteter ger delar med olika hårdhet, krympning och mekaniska egenskaper. Elektriska patronvärmare är den vanligaste uppvärmningsmetoden för LSR-formar, installerade i exakt placerade mönster som uppnår temperaturlikformighet inom ±3°C över kavitetens yta när de mäts vid konstanta produktionsförhållanden. Formtemperaturregulatorer dedikerade till LSR-drift bibehåller börvärdesnoggrannheten på ±1°C och reagerar snabbt på värmeutvinningen som orsakas av att injicera kall LSR mot den varma formytan varje cykel. Termoelementplacering inom 5 mm från kavitetens yta – snarare än i formbasen – ger mer representativ kavitetstemperaturåterkoppling och strängare kontroll.
Viktiga processparametrar och deras effekt på detaljkvalitet
Att kontrollera LSR-formsprutningsprocessen för att producera konsekventa, defektfria delar kräver att man förstår hur varje processparameter påverkar det slutliga resultatet. Följande tabell sammanfattar de kritiska parametrarna, deras typiska driftsområden och de kvalitetsegenskaper som de främst påverkar:
| Parameter | Typiskt intervall | Primär kvalitetseffekt |
| Mögeltemperatur | 150–220°C | Härdningsfullständighet, cykeltid, krympning |
| Insprutningshastighet | 10–80 mm/s skruvhastighet | Fyllnadsbalans, luftinstängning, blixtrisk |
| Insprutningstryck | 100–250 bar | Kavitetsfyllning, skiljelinjeblixt |
| Härdningstid | 15–90 sekunder | Mekaniska egenskaper, del rivbarhet |
| Materialtemperatur (fat) | 5–25°C | Brukstid, förhindrande av för tidig gelning |
| Doseringsförhållande (A:B) | 1:1 ± 1 % | Hårdhet, tvärbindningsdensitet, kompressionsuppsättning |
Härdningstiden är särskilt inflytelserik eftersom underhärdade LSR-delar rivs sönder under urformningen, medan en betydande överhärdning slösar cykeltid utan att på ett meningsfullt sätt förbättra de mekaniska egenskaperna när full tvärbindningsdensitet har uppnåtts. Den minsta härdningstiden för en given formtemperatur fastställs genom en härdningsstudie där delar tas ur formen med progressivt kortare intervall och testas för rivhållfasthet och kompressionsinställning tills den minsta acceptabla härdningstiden har identifierats. I produktionen läggs en säkerhetsmarginal på 10–15 % till minimihärdningstiden för att ta hänsyn till normal processvariation.
Designa LSR-delar för formbarhet och prestanda
Deldesign för LSR-formsprutning kräver att man tar hänsyn till materialets unika kombination av hög elasticitet, låg modul och betydande härdningskrympning. Flera designregler gäller specifikt för LSR som skiljer sig från designriktlinjerna för både termoplast och formpressat silikongummi:
- Väggtjocklekslikformighet: LSR flyter lätt in i tunna sektioner, men mycket ojämn väggtjocklek ger differentiella härdningshastigheter och kvarvarande spänningar som orsakar skevhet efter urtagning. Genom att bibehålla en variation av väggtjockleken inom ett förhållande på maximalt 3:1 – och helst 2:1 – över delen minimeras denna effekt. Övergångar mellan tjocka och tunna sektioner bör ske gradvis med radie snarare än abrupta steg.
- Dragvinklar för urtagning: Även om LSR:s höga elasticitet innebär att den kan sträckas över underskärningar och snäppas ut ur formen, minskar dragvinklar på 3° till 5° per sida på innerväggarna den urtagningskraft som krävs och förlänger formens livslängd. För strukturerade eller limmade ytor rekommenderas högre dragvinklar på 5° till 10° för att förhindra att ytstrukturen rivs sönder under utkastning av delar.
- Portens plats och storlek: LSR-grindar bör placeras i delens tjockaste tvärsnitt för att materialet ska kunna flyta från tjockt till tunt, vilket minskar risken för korta skott i fina detaljer. Tunnelgrindar och stiftportar självavskiljer rent i LSR på grund av materialets elastiska återhämtning, vilket gör dem att föredra framför kantgrindar som lämnar vittnesmärken som kräver manuell trimning.
- Krympkompensation i kavitetsdimensioner: LSR krymper 2–4 % linjärt efter urtagning och efterhärdning, och kavitetsdimensioner måste förstoras med den förväntade krympningen för att uppnå måldelarnas dimensioner. Krympningen varierar med blandningens durometer, härdningstemperatur och detaljgeometri, så inledande verktygsförsök är viktiga för att kalibrera den faktiska krympningen för varje specifik blandning och formdesign innan verktyget färdigställs.
Vanliga defekter i LSR-gjutning och deras grundorsaker
Även med väldesignade formar och korrekt konfigurerade maskiner är LSR-formsprutning mottaglig för en uppsättning återkommande defekter som kräver systematisk diagnos och processjustering för att lösas. Att identifiera grundorsaken till varje defekt – vare sig det ligger i maskinen, formen, materialet eller processparametrarna – är väsentligt för att implementera en effektiv korrigerande åtgärd snarare än att maskera symptomet med kompenserande parameterändringar.
- Flash: Den vanligaste LSR-defekten, som orsakas av för högt insprutningstryck, otillräcklig klämkraft, slitna eller utom tolerans skiljelinjeytor eller formavböjning under kavitetstryck. Korrigerande åtgärder inkluderar att verifiera att spännkraften är tillräcklig, slipa om skiljelinjesytor, minska insprutningshastigheten och trycket och kontrollera formplattans planhet och stödpelarens tillstånd.
- Korta bilder och ofullständig fyllning: Orsakas av otillräcklig skottvolym, blockerade ventiler, luftinneslutning eller material som delvis har gelat i pipan eller kalllöparen på grund av temperaturförändringar. Att kontrollera och rengöra ventilationskanalerna, verifiera pip- och kylartemperaturerna och öka skottvolymen något är de första diagnostiska stegen.
- Rivning under urtagning: Indikerar underhärdning på grund av otillräcklig härdningstid eller låg formtemperatur. Att förlänga uppehållstiden eller höja formtemperaturen med 5–10°C löser de flesta rivningsproblem. Ihållande rivning på komplex geometri kan indikera ett formdesignproblem där delgeometri skapar spänningskoncentrationer under utkastning som kräver designmodifiering.
- Hårdhetsvariation mellan kaviteter: Orsakas av ojämn formtemperatur över kavitetsplattan, vilket ger olika härdningshastigheter i olika kaviteter. Termoelementkartläggning av formytan under produktion identifierar varma och kalla zoner, och värmarens placering eller kraftfördelningsjusteringar görs för att uppnå termisk enhetlighet inom specifikationen.