Isolatorer formsprutningsmaskiner representerar ett avgörande framsteg i produktionen av elektriska komponenter, särskilt för tillverkning av högkvalitativa isoleringsmaterial som används i kraftöverföring, distributionssystem och olika elektriska applikationer. Dessa specialiserade maskiner kombinerar precisionsteknik med avancerad polymerbearbetningsteknik för att skapa isolatorkomponenter som uppfyller stränga elektriska säkerhetsstandarder och prestandakrav. Utvecklingen av dessa maskiner har förändrat hur tillverkarna närmar sig isolatorproduktion, vilket möjliggör högre produktionsvolymer, förbättrad konsistens och förbättrade materialegenskaper som är avgörande för modern elektrisk infrastruktur.
Den globala efterfrågan på pålitliga elektriska isolatorer fortsätter att växa i takt med att elnäten expanderar och förnybara energisystem växer. Formsprutningsteknik har framträtt som den föredragna tillverkningsmetoden på grund av dess förmåga att producera komplexa geometrier med utmärkt dimensionell noggrannhet samtidigt som de kritiska dielektriska egenskaperna som krävs för elektrisk isolering bibehålls. Att förstå kapaciteten, urvalskriterierna och operativa överväganden hos dessa maskiner är avgörande för tillverkare som vill optimera sina produktionsprocesser och leverera överlägsna isolatorprodukter till marknaden.
Förstå kärntekniken bakom formsprutning av isolatorer
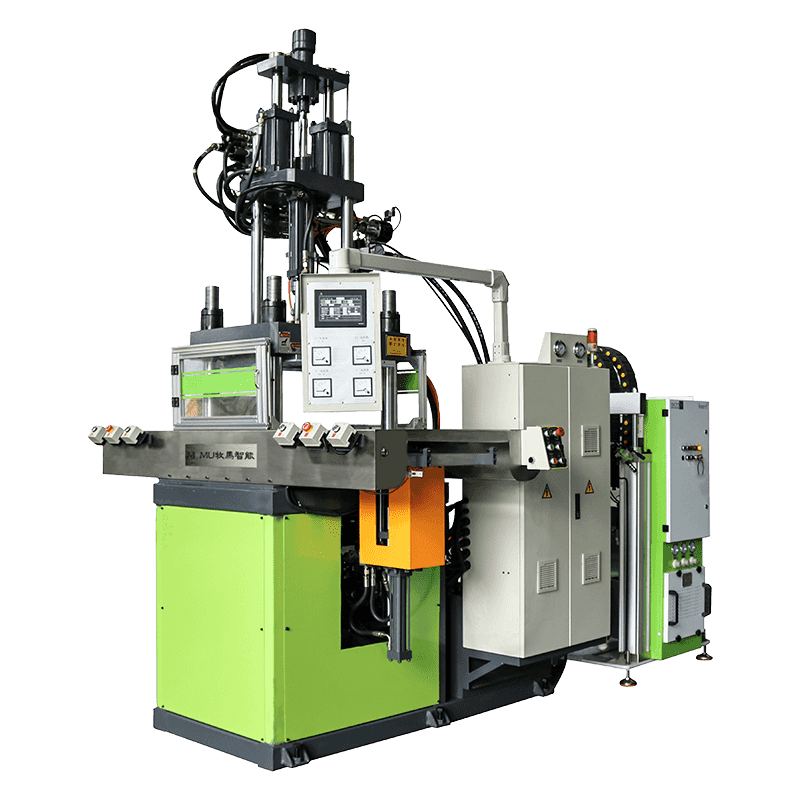
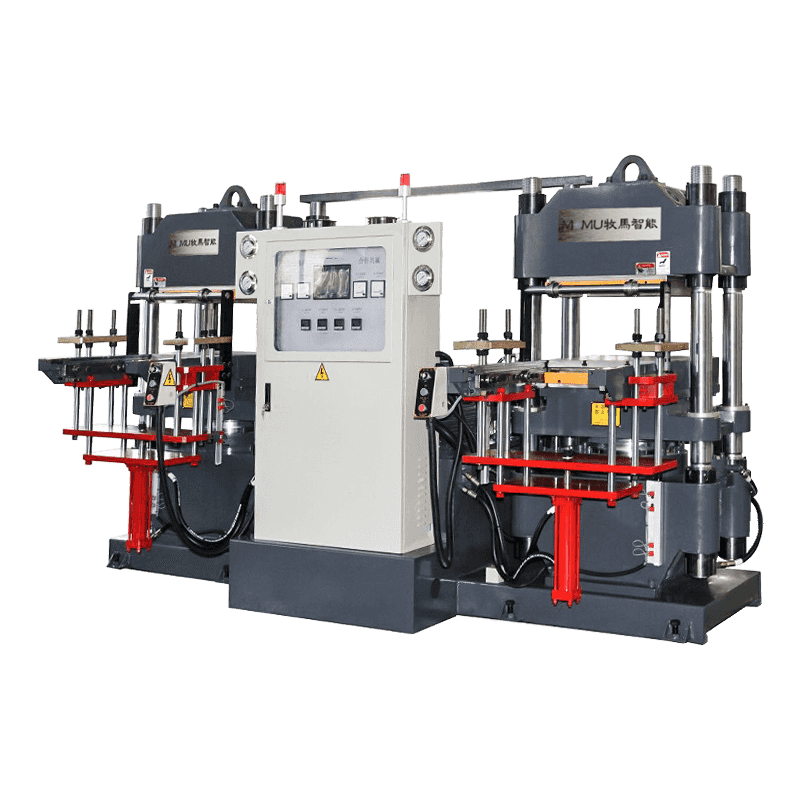
Formsprutningsmaskiner för isolatorer arbetar enligt grundläggande principer anpassade specifikt för bearbetning av termoplastiska och härdplastiska material med utmärkta isoleringsegenskaper. Processen börjar med att råa polymermaterial, typiskt epoxihartser, silikongummi, polyeten eller andra specialiserade föreningar, matas in i en uppvärmd tunna där de smälts och homogeniseras. Det smälta materialet injiceras sedan under högt tryck i precisionskonstruerade formar som definierar den slutliga formen och dimensionerna för isolatorkomponenten.
Det som skiljer isolatorer formsprutningsmaskiner från standard formsprutningsutrustning är deras specialiserade konfiguration för hantering av material med specifika elektriska och termiska egenskaper. Dessa maskiner innehåller exakta temperaturkontrollsystem som upprätthåller optimala bearbetningsförhållanden för isolerande polymerer, som ofta har smala bearbetningsfönster. Insprutningsenheterna är designade för att hantera material med varierande viskositet och kan innehålla funktioner som vakuumavgasning för att eliminera luftfickor som kan äventyra dielektrisk styrka.
Klämsystemet i dessa maskiner måste ge tillräcklig kraft för att hålla formarna stängda under insprutning samtidigt som de tillgodoser de termiska expansionsegenskaperna hos isoleringsmaterial. Moderna maskiner har vanligtvis servohydrauliska eller helelektriska drivsystem som erbjuder exakt kontroll över insprutningshastighet, tryck och hålltid – parametrar som direkt påverkar slutproduktens elektriska egenskaper, mekaniska styrka och ytfinish.
Nyckelmaterial bearbetade i isolatorer formsprutning
Valet av lämpliga isoleringsmaterial är grundläggande för framgångsrik isolatortillverkning. Olika applikationer kräver material med specifika elektriska, mekaniska och miljömässiga motståndsegenskaper. Att förstå dessa material hjälper tillverkarna att välja rätt maskinkonfiguration och bearbetningsparametrar.
| Materialtyp | Primära applikationer | Nyckelegenskaper |
| Epoxihartser | Högspänningsisolatorer, bussningar | Utmärkt dielektrisk hållfasthet, termisk stabilitet |
| Silikongummi | Utomhusisolatorer, kabeltillbehör | Väderbeständighet, hydrofobicitet, flexibilitet |
| Polyeten (PE) | Kabelisolering, lågspänningskomponenter | Låg dielektrisk förlust, fuktbeständighet |
| BMC/DMC-föreningar | Strömbrytare delar, ställverk | Bågmotstånd, dimensionsstabilitet |
Varje materialkategori kräver specifika maskinkonfigurationer och bearbetningsparametrar. Värmehärdande material som epoxihartser och BMC-blandningar kräver maskiner med specialiserade skruvdesigner och uppvärmningsprofiler för att initiera och kontrollera härdningsprocessen i formen. Dessa material kan inte smältas om när de har härdats, vilket gör processkontroll avgörande för att minimera avfall och säkerställa jämn kvalitet. Omvänt erbjuder termoplastiska material som polyeten upparbetningsflexibilitet men kräver exakt kylningskontroll för att uppnå optimal kristallinitet och elektriska egenskaper.
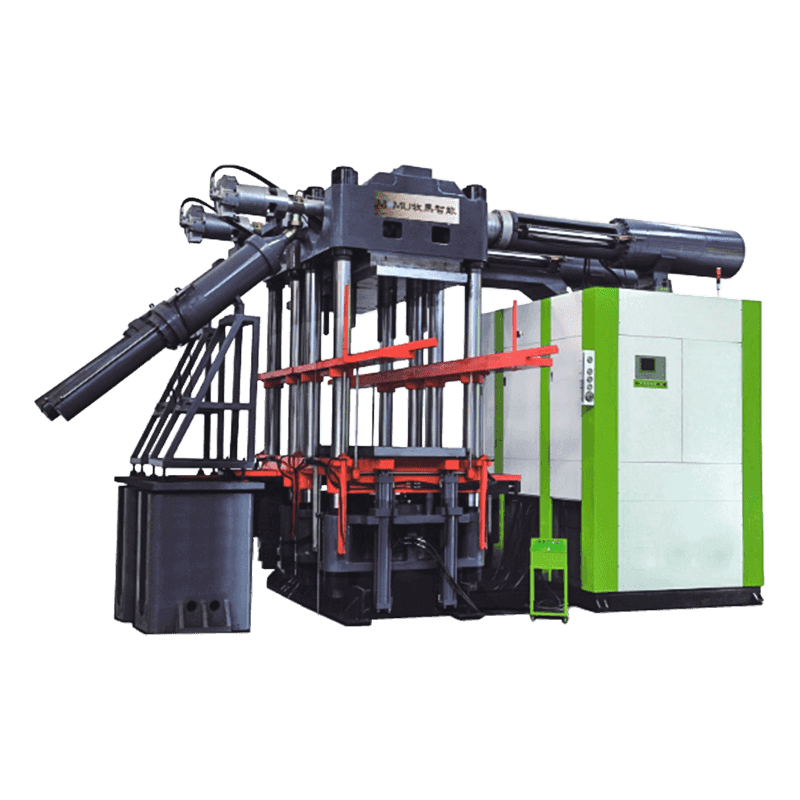
Kritiska maskinspecifikationer och urvalskriterier
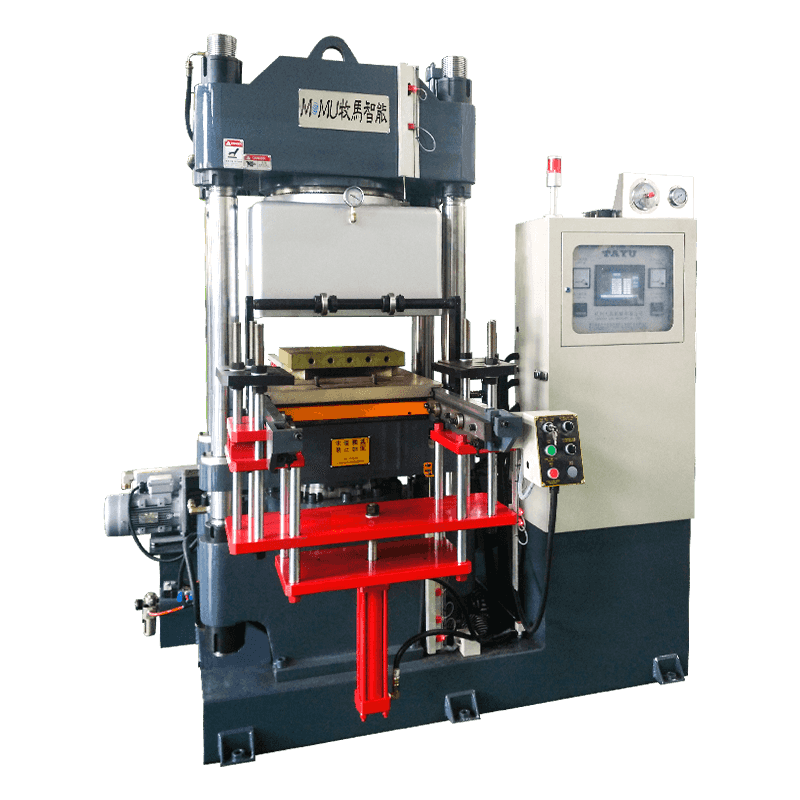
Att välja lämplig formsprutningsmaskin för isolatorer kräver noggrant övervägande av flera tekniska specifikationer som överensstämmer med produktionskrav och produktegenskaper. Spännkraften representerar en av de mest grundläggande specifikationerna, vanligtvis från 50 till 2000 ton för isolatortillverkning. Denna parameter måste vara tillräcklig för att motverka insprutningstrycket och förhindra mögelseparation, vilket skulle orsaka blixtbildning och dimensionella felaktigheter. Den erforderliga spännkraften beror på delens projicerade area och det insprutningstryck som behövs för att fylla komplexa geometrier.
Injektionskapacitet och skottstorlek bestämmer den maximala mängden material som kan injiceras i en enda cykel. För tillverkning av isolatorer måste denna specifikation inte bara ta hänsyn till delvolymen utan också för löparsystemet och eventuellt avfall. Maskiner väljs vanligtvis med 40-70 % skottkapacitetsutnyttjande för att säkerställa konsekvent mjukning och undvika materialnedbrytning från överdriven uppehållstid i pipan.
Följande faktorer är väsentliga vid utvärdering av maskinspecifikationer:
- Skruvdesign och L/D-förhållande lämplig för det specifika isoleringsmaterialet, med specialiserade skruvar för härdplaster med reducerade kompressionsförhållanden och backventiler lämpade för reaktiva material
- Temperaturkontrollzoner med tillräcklig värme- och kylkapacitet för att upprätthålla exakta termiska profiler, särskilt kritiska för material med smala bearbetningsfönster
- Insprutningshastighet och tryckkontrollfunktioner som tillåter flerstegsinsprutningsprofiler för att optimera flödesmönster och minimera inre spänningar
- Formtemperaturkontrollsystem som kan upprätthålla konsekventa temperaturer över stora formytor, vilket ofta kräver externa temperaturkontrollenheter med värme- och kylningskapacitet
- Sofistikerat kontrollsystem med dataloggning, processövervakning och kvalitetskontrollintegration för att säkerställa spårbarhet och konsekvent produktion
Optimera produktionsprocesser för kvalitetsisolatorer
För att uppnå konsekvent kvalitet i isolatorproduktion krävs noggrann optimering av formsprutningsprocessparametrarna. Förhållandet mellan bearbetningsförhållanden och slutproduktens egenskaper är komplext, med flera variabler som interagerar för att påverka elektrisk prestanda, mekanisk hållfasthet och dimensionsnoggrannhet. Temperaturhantering står som den kanske mest kritiska faktorn, som påverkar materialflödesegenskaper, härdningshastigheter för härdbara material och kristallisationsbeteende i termoplaster.
Fattemperaturprofiler måste fastställas noggrant baserat på det specifika material som bearbetas. För epoxibaserade isolatorer hålls temperaturen vanligtvis mellan 80-120°C för att hålla hartsvätskan utan för tidig härdning. Formtemperaturerna för härdbara material är betydligt högre, ofta 150-180°C, för att underlätta fullständig härdning inom acceptabla cykeltider. Dessa förhöjda formtemperaturer kräver specialiserade värmesystem och isolering för att upprätthålla termisk stabilitet och operatörssäkerhet.

Insprutningshastighet och tryckoptimering
Injektionsfasen påverkar den slutliga produktens inre struktur och ytkvalitet kritiskt. Höga insprutningshastigheter kan orsaka sprutning, flödesmärken och överdriven skjuvupphettning, vilket kan försämra polymeren eller skapa svaga gränssnitt. Omvänt kan alltför långsam insprutning resultera i ofullständig fyllning, särskilt i komplexa geometrier med tunna sektioner eller långa flödesvägar. Flerstegsinsprutningsprofiler tillåter tillverkare att balansera dessa konkurrerande krav genom att använda högre hastigheter för bulkfyllning följt av lägre hastigheter när formen närmar sig färdigställande.
Hålla tryck och tid säkerställer tillräcklig packning av formhåligheten när materialet svalnar och krymper. För isolatorer är korrekt packning viktigt för att minimera tomrum och bibehålla dimensionella toleranser. Hålltrycket sträcker sig vanligtvis från 40-70 % av det maximala insprutningstrycket och bibehålls tills porten stelnar, vilket förhindrar tillbakaflöde samtidigt som det kompenserar för volymetrisk krympning.
Formdesign överväganden för elektriska isolatorer
Formen representerar en kritisk komponent i isolatorns formsprutningssystem, vilket direkt påverkar produktkvalitet, produktionseffektivitet och tillverkningskostnader. Isolatorformar måste utformas med noggrann uppmärksamhet på elektriska krav, med funktioner som främjar enhetlig materialfördelning, minimerar spänningskoncentrationer och underlättar komplett fyllning av komplexa geometrier som skjul, ribbor och gränssnitt för montering av hårdvara.
Portdesign och placering påverkar i hög grad slutproduktens egenskaper. För isolatorer är portar vanligtvis placerade för att säkerställa balanserad fyllning och minimera svetslinjer i områden med hög belastning. Flera grindsystem kan användas för stora isolatorer för att minska insprutningstrycken och förbättra materialfördelningen. Grindtypen – oavsett om den är kant, ubåt eller hot runner – måste väljas baserat på materialegenskaper, detaljgeometri och estetiska krav.
Ventilering är särskilt kritisk för isolatorformar på grund av slutproduktens dielektriska krav. Instängd luft kan skapa tomrum som koncentrerar elektrisk stress och leder till för tidigt fel. Lämpliga ventilationskanaler, typiskt 0,02-0,05 mm djupa, måste införlivas vid flödesavslutningspunkter och runt kärnstiften samtidigt som de är tillräckligt grunda för att förhindra att materialet exploderar.
Kvalitetskontroll och teststandarder
Kvalitetssäkring vid tillverkning av isolatorer sträcker sig bortom dimensionskontroll och omfattar elektriska tester och validering av materialegenskaper. Moderna formsprutningsoperationer för isolatorer inkluderar in-line övervakningssystem som spårar kritiska processparametrar i realtid, vilket ger omedelbar feedback om processstabilitet och möjliggör snabba ingripanden när avvikelser uppstår.
Elektriska testprotokoll för gjutna isolatorer inkluderar vanligtvis dielektrisk hållfasthetstestning, som verifierar materialets förmåga att motstå specificerade spänningsnivåer utan genombrott. Denna testning utförs på provdelar från varje produktionsbatch med hjälp av kalibrerad högspänningstestutrustning. Ytterligare elektriska tester kan inkludera yt- och volymresistivitetsmätningar, spårningsresistansutvärdering och partiell urladdningstestning för högspänningstillämpningar.
Testning av mekaniska egenskaper säkerställer att isolatorer tål installationspåkänningar och servicebelastningar. Vanliga tester inkluderar mätningar av draghållfasthet, böjhållfasthet och slaghållfasthet. Miljötester simulerar åldringseffekter genom accelererad väderlek, termisk cykling och exponering för kemikalier eller UV-strålning, vilket validerar isolatorns långsiktiga prestandatillförlitlighet.
Underhåll och operativa bästa praxis
För att hålla isolatorformsprutningsmaskiner i optimalt skick krävs systematiska förebyggande underhållsprogram som riktar sig till både mekaniska och termiska system. Regelbunden inspektion och service förhindrar oväntade stillestånd och säkerställer konsekvent produktkvalitet. Hydraulsystem kräver periodiska oljebyten, filterbyten och trycktestning för att upprätthålla lyhörd kontroll och förhindra kontaminering. Servo-elektriska maskiner behöver regelbunden inspektion av kulskruvar, linjära styrningar och elektriska komponenter för att säkerställa precision och tillförlitlighet.
Cylinder- och skruvaggregatet kräver särskild uppmärksamhet på grund av deras exponering för höga temperaturer och slipande fyllmedel som är vanliga i isoleringsmaterial. Regelbunden inspektion av slitagemönster, korrekta rensningsprocedurer mellan materialbyten och snabba utbyten av slitna komponenter förhindrar kvalitetsproblem och materialkontamination. Temperatursensorer och värmeelement bör kalibreras regelbundet för att säkerställa korrekt termisk kontroll.
Operatörsutbildning representerar en ofta underskattad aspekt av framgångsrik isolatorproduktion. Välutbildad personal kan identifiera tidiga varningstecken på processavvikelser, reagera på lämpligt sätt på kvalitetsproblem och optimera maskininställningar för nya produkter eller material. Omfattande utbildningsprogram bör omfatta maskindrift, säkerhetsprotokoll, materialhantering, kvalitetsinspektionsprocedurer och grundläggande felsökningstekniker. Dokumentation av processparametrar, underhållsaktiviteter och kvalitetsmått möjliggör kontinuerliga förbättringar och ger värdefull data för processoptimering och problemlösning.