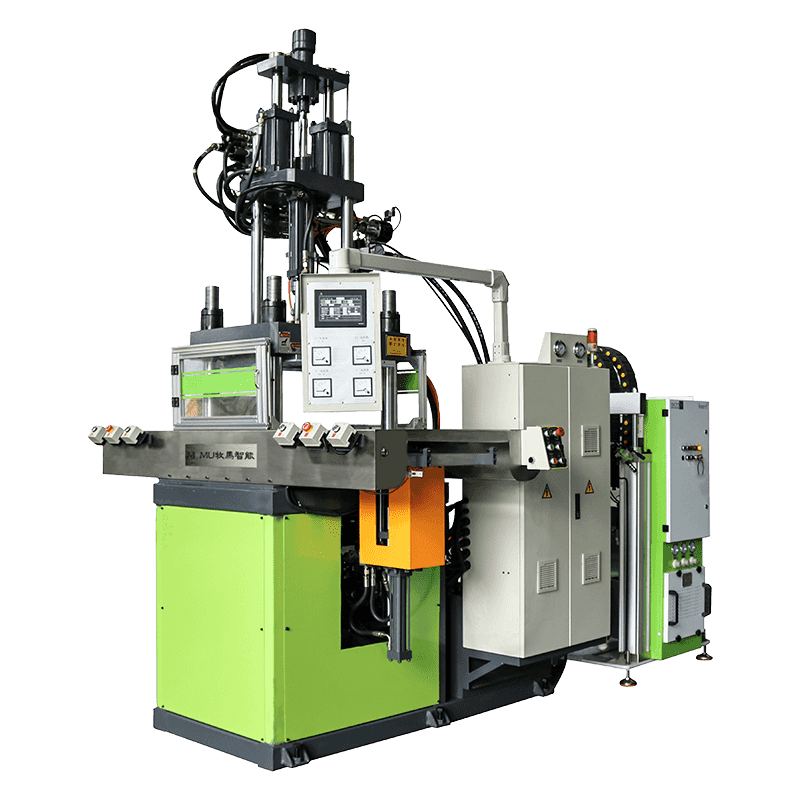
Formsprutning av flytande silikongummi (LSR) är en av de mest exakta och mångsidiga tillverkningsprocesserna som finns tillgängliga för att producera flexibla, värmebeständiga och biokompatibla silikonkomponenter. I centrum för denna process är LSR-formsprutningsmaskinen - en högspecialiserad utrustning som skiljer sig fundamentalt från vanliga termoplastiska formsprutningsmaskiner. Oavsett om du utvärderar LSR-bearbetning för medicinsk utrustning, biltätningar, spädbarnsprodukter eller konsumentelektronik, är det viktigt att förstå hur dessa maskiner fungerar och vad som gör dem unika för att fatta välgrundade produktionsbeslut.
Vad som skiljer LSR formsprutning från standard formsprutning
Standardformsprutning av termoplast smälter fasta plastpellets, sprutar in det smälta materialet i en kyld form och matar ut den stelnade delen. LSR formsprutning fungerar i rakt motsatt termisk riktning. Flytande silikongummi är ett kallbearbetbart, tvåkomponents härdplastmaterial som förvaras i rumstemperatur och pumpas in i en uppvärmd form där det tvärbinder - eller vulkaniserar - till sin slutliga fasta form.
Denna omkastning av den termiska processen har djupgående konsekvenser för maskinkonstruktionen. Materialleveranssystemet måste hållas kallt för att förhindra för tidig härdning, medan formen måste värmas - vanligtvis mellan 150 °C och 220 °C - för att utlösa och slutföra vulkaniseringsreaktionen inom en kontrollerad cykeltid. Varje komponent i en LSR formsprutningsmaskin är konstruerad kring denna kallmatning, varmhärdande processlogik.
Dessutom är LSR ett tvådelat system: Komponent A innehåller bassilikonpolymeren och en platinakatalysator, medan komponent B innehåller tvärbindningsmedlet och pigment eller andra tillsatser. Dessa två komponenter måste doseras i ett exakt volymförhållande på 1:1, blandas noggrant utan att luftbubblor införs och injiceras i formen innan någon betydande härdning påbörjas.

Nyckelkomponenter i en LSR-formsprutningsmaskin
Ett LSR formsprutningssystem består av flera integrerade delsystem, som vart och ett har en kritisk funktion för att leverera konsekventa, defektfria silikondelar.
Trumma pumpning och doseringsenhet
Trumpumpenheten drar de två LSR-komponenterna från sina ursprungliga tillförseltrummor med hjälp av följeplattor som trycker ner på materialytan för att förhindra luftintag. Varje komponent matas genom en separat, exakt kalibrerad doseringspump - vanligtvis en kugghjulspump eller kolvpump - som kontrollerar det volymetriska flödet med hög noggrannhet. Förhållandet mellan komponent A och komponent B hålls på exakt 1:1 under hela bilden. Varje avvikelse från detta förhållande resulterar i ofullständig härdning, klibbiga delar eller minskade fysikaliska egenskaper hos den färdiga komponenten.
Statiskt och dynamiskt blandningssystem
Efter dosering passerar de två komponenterna genom ett blandningssystem innan de kommer in i injektionscylindern. Statiska blandare - spiralformade element inuti ett rör - skapar en turbulent vikningsåtgärd som blandar komponenterna grundligt utan rörliga delar. För färgkritiska eller tillsatsrika formuleringar kan dynamiska blandare med roterande element användas för mer intensiv blandning. Blandningssystemet måste ge en helt homogen blandning utan att innesluta luft, eftersom eventuella luftinneslutningar kommer att framstå som hålrum eller ytdefekter i den gjutna delen.
Cold Runner Injection Barrel och skruv
Till skillnad från termoplastmaskiner där cylindern värms upp, kyls LSR-insprutningscylindern - ofta med vatten eller kylmedel - för att hålla materialet under dess aktiveringstemperatur under dosering och injektion. Skruven i en LSR-maskin är speciellt utformad för att hantera ett flytande material med låg viskositet. Den har vanligtvis ett lågt kompressionsförhållande och en avstängningsventil vid munstycksspetsen för att förhindra dregling av den lågviskösa silikonen mellan skotten. Temperaturkontroll av cylindern är kritisk; även en liten ökning av fattemperaturen kan börja för tidig tvärbindning som täpper till systemet och orsakar kostsamma stillestånd.
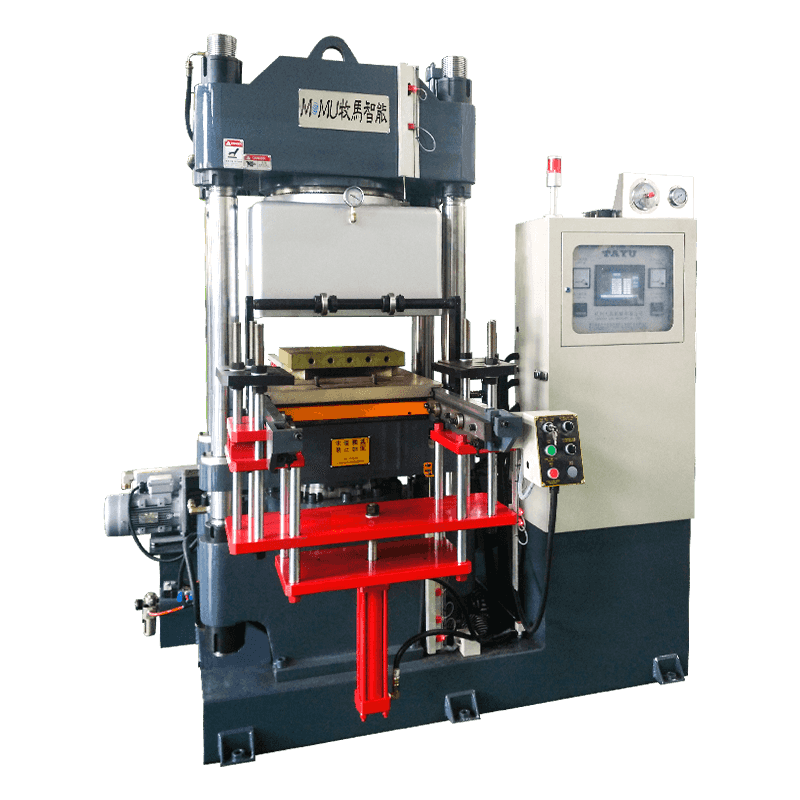
Uppvärmd form och spännenhet
Formen i en LSR-maskin är elektriskt uppvärmd till vulkaniseringstemperaturen och bibehålls med tät termisk enhetlighet över alla hålrum. Klämenheten – som håller formen stängd mot insprutningstryck – måste ge tillräcklig kraft för att förhindra blixt, eftersom LSR har mycket låg viskositet och kommer att penetrera även små luckor i avskiljningslinjen. Spännkrafter för LSR-formar beräknas baserat på den projicerade delarean och insprutningstrycket, och ligger typiskt i intervallet 50 till 500 ton beroende på antalet hålrum och delens geometri.
LSR-formsprutningsprocessen steg för steg
Att förstå sekvensen av operationer i en LSR-formsprutningscykel klargör varför varje komponent i maskinen är designad som den är.
- Materialmätning: Trumpumparna drar komponenterna A och B från sina tillförselfat och doseringsenheten levererar dem i ett exakt 1:1 volymförhållande till blandningssystemet.
- Blandning: De två komponenterna blandas noggrant i den statiska eller dynamiska mixern, vilket ger en homogen, bubbelfri blandning redo för injektion.
- Dosering: Den blandade LSR doseras in i den kylda injektionspipan och ackumulerar den exakta skottvolymen som krävs för att fylla alla hålrum plus löparsystemet.
- Formstängning: Spännenheten stänger och låser formen med full spännkraft innan injektionen påbörjas.
- Injektion: Skruven går framåt och trycker LSR genom det kalla löparsystemet och in i de uppvärmda formhåligheterna med kontrollerad hastighet och tryck.
- Vulkanisering: Den uppvärmda formen utlöser den platinakatalyserade tvärbindningsreaktionen. Delen härdar i formen under en programmerad uppehållstid - vanligtvis 15 till 90 sekunder beroende på väggtjocklek, materialkvalitet och formtemperatur.
- Formöppning och urtagning av formen: När härdningen är klar öppnas formen och delarna skjuts ut - antingen manuellt, med utstötningsstift eller med ett robotiskt avformningssystem. Eftersom LSR-delar är flexibla kan de ofta tas ur formen från komplexa geometrier som skulle vara omöjliga med styva termoplaster.
Jämförda specifikationer för LSR formsprutningsmaskin
| Specifikation | Typiskt intervall | Betydelse |
| Spännkraft | 50–500 ton | Förhindrar blixt på lågviskös LSR |
| Fattemperatur | 5°C – 25°C (kyld) | Förhindrar för tidig härdning i fat |
| Mögeltemperatur | 150°C – 220°C | Styr härdningshastighet och delegenskaper |
| Mätförhållande noggrannhet | ±0,5 % eller bättre | Säkerställer fullständig och konsekvent härdning |
| Skottvolym | 0,1 cm³ – 3 000 cm³ | Bestämmer delstorlek och antal hålrum |
| Härdningscykeltid | 15 – 90 sekunder | Påverkar genomströmning och produktionskostnad |
| Antal hålrum | 1 – 128 | Skalar produktionen för högvolymproduktion |
Branscher och applikationer som förlitar sig på LSR-formsprutningsmaskiner
LSR:s unika kombination av egenskaper – biokompatibilitet, termisk stabilitet från -60°C till över 200°C, elektrisk isolering, kemisk beständighet och optisk klarhet i vissa kvaliteter – gör det till det material som väljs inom ett stort antal krävande industrier.
Medicinsk och hälsovårdsutrustning
LSR används flitigt i medicinska tillämpningar eftersom det kan steriliseras med autoklav, gammastrålning eller etylenoxid utan att försämras. LSR formsprutningsmaskiner producerar komponenter som andningsmasker, sprutproppar, kateterspetsar, implanterbara tätningar, peristaltiska pumpslangar och spädbarnsmatningsprodukter. LSR-formuleringar av medicinsk kvalitet uppfyller ISO 10993 biokompatibilitetsstandarder, och formsprutningsprocessens stängda, kontamineringsfria karaktär gör den lämplig för renrumstillverkning.
Fordonskomponenter
Inom fordonssektorn används LSR för tändstift, tätningar, kopplingstätningar, packningar och sensorhus som måste motstå extrema temperaturfluktuationer och exponering för oljor och bränslen. Den höga termiska stabiliteten hos LSR gör den mycket mer lämpad än konventionellt gummi för motorrumskomponenter som måste fungera tillförlitligt från kallstart till höga driftstemperaturer.
Konsumentelektronik och wearables
Smartwatch-band, öronsnäckor, knappmembran, vattentäta tätningar för smartphones och tangentbordsknappar tillverkas vanligtvis med hjälp av LSR-formsprutning. Möjligheten att forma LSR i komplexa geometrier med snäva toleranser - och i valfri färg - gör den idealisk för konsumentprodukter där både prestanda och estetik spelar roll.
Spädbarns- och livsmedelsprodukter
Nappnappar, nappar, bitringar och livsmedelsklassade tätningar för köksmaskiner tillverkas i LSR eftersom materialet är fritt från BPA, ftalater och andra skadliga mjukgörare. Den tål upprepade steriliseringscykler, bibehåller flexibilitet vid låga temperaturer och absorberar inte smaker eller lukter - alla kritiska egenskaper för matkontakt och spädbarnstillämpningar.
Faktorer att tänka på när du väljer en LSR-formsprutningsmaskin
Att välja rätt LSR formsprutningsmaskin kräver noggrann utvärdering av dina specifika produktionskrav, materialegenskaper och kvalitetsmål. Att köpa fel maskin för din applikation resulterar i kvalitetsdefekter, för mycket skrot och svårigheter att nå produktionsmålen.
- Delstorlek och skottvikt: Maskinens injektionsenhet måste vara dimensionerad för att leverera den exakta skottvolymen som krävs för din del och antalet hålrum. Överdimensionerade injektionsenheter minskar doseringsnoggrannheten för små delar; underdimensionerade enheter kan inte fylla stora formar eller formar med flera hålrum.
- Mätningsnoggrannhet: För kritiska applikationer som medicinska delar eller delar i kontakt med livsmedel krävs en mätnoggrannhet på ±0,5 % eller bättre. Verifiera mätsystemets specifikation och be om dokumenterad processkapacitetsdata från leverantören.
- Cold runner eller waste runner system: Kalllöparsystem för LSR (som håller löparmaterialet ohärdat och återvinningsbart eller återinjicerbart) minskar materialspillet avsevärt och är standard på produktionsmaskiner med stora volymer. Bekräfta löparsystemets kompatibilitet med din formdesign.
- Renrumskompatibilitet: För produktion av medicintekniska produkter måste maskinen vara kompatibel med renrumsinstallation - rostfritt stål eller belagda ytor, minimal partikelgenerering och kompatibilitet med renrumskläder och åtkomstprotokoll.
- Automationsintegration: LSR-produktion i stora volymer drar avsevärd nytta av integrerad robotavgjutning, visioninspektionssystem och transportörsbaserad delhantering. Bekräfta maskinens gränssnittskompatibilitet med dina automatiseringskrav innan köp.
- Vakuumventilationsförmåga: För delar som kräver exceptionell ytkvalitet eller för bearbetning av LSR av optisk kvalitet måste formhåligheten evakueras före injektion för att avlägsna instängd luft. Bekräfta att maskinen och formdesignen stöder vakuumventilering om detta krävs för din applikation.
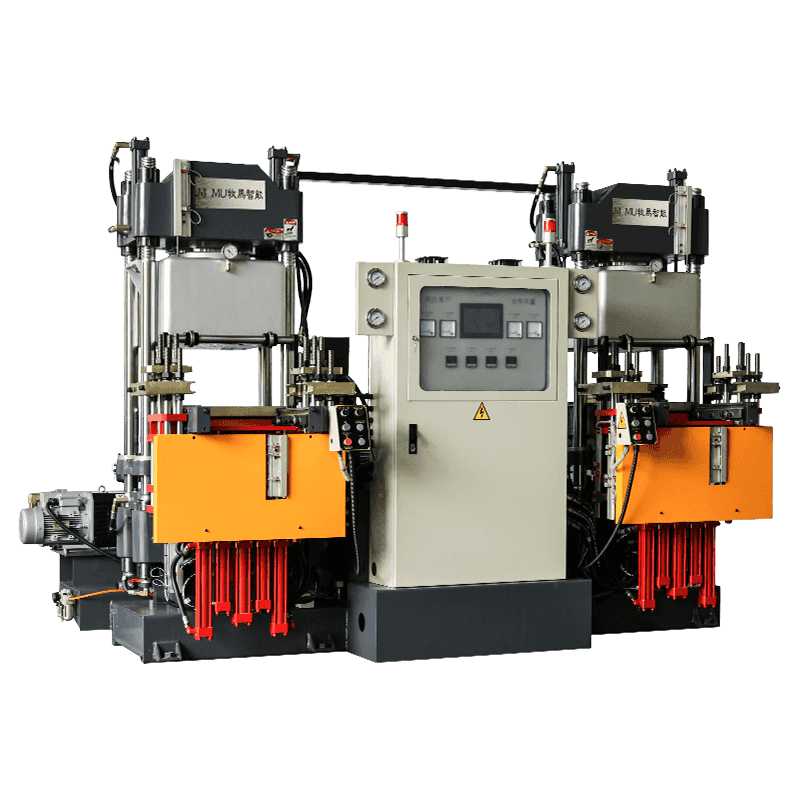
Fördelar med LSR-formsprutningsmaskiner framför alternativa silikonbearbetningsmetoder
LSR formsprutning konkurrerar med formpressning och transferformning som metoder för att tillverka delar av silikongummi. Varje metod har sin plats, men LSR-formsprutning erbjuder betydande fördelar för medelstora till stora volymer av precisionskomponenter.
- Cykeltid: LSR formsprutningscykeltider är betydligt kortare än formpressning, särskilt för tunnväggiga delar, vilket möjliggör mycket högre genomströmning per skift.
- Dimensionell konsistens: Den stängda, automatiserade insprutningsprocessen ger mycket snävare dimensionstoleranser än kompressionsprocesser i öppen form, som påverkas av operatörens variation i materialplacering och formstängning.
- Materialavfall: Cold runner LSR-insprutningssystem ger praktiskt taget inget materialavfall, eftersom ohärdat löparmaterial återinjiceras. Kompressions- och överföringsformning genererar betydande blixt- och löparskrot.
- Automatiseringspotential: LSR-formsprutning är helt kompatibel med robotautomation, vilket möjliggör produktion av släckt ljus för stora volymer. Formpressning är i sig mer arbetskrävande.
- Flerkomponentsgjutning: LSR formsprutningsmaskins can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
Underhålls- och driftsöverväganden för LSR-maskiner
LSR-formsprutningsmaskiner kräver disciplinerat underhåll för att förhindra materialansamling, härdning inuti cylindern och doseringsdrift. I slutet av varje produktionskörning måste materialtillförselsystemet rengöras noggrant med ett spolmedel eller neutral silikonbas för att avlägsna all blandad LSR innan den härdar inuti ledningarna, blandaren eller cylindern. Härdat silikon inuti injektionssystemet är extremt svårt att ta bort och kräver vanligtvis fullständig demontering av de berörda komponenterna.
Doseringspumparna bör kalibreras regelbundet - åtminstone vid varje materialbyte - för att verifiera att förhållandet 1:1 hålls korrekt. Formtemperaturregulatorer och värmeelement bör kontrolleras regelbundet för kalibreringsdrift och utveckling av hotspot, eftersom ojämna formtemperaturer ger inkonsekvent härdning och delskevning. Med korrekta underhållsprotokoll på plats kommer en väl specificerad LSR-formsprutningsmaskin att leverera tillförlitlig, högkvalitativ produktion under många år.