Vad är en gummiformpressningsmaskin?
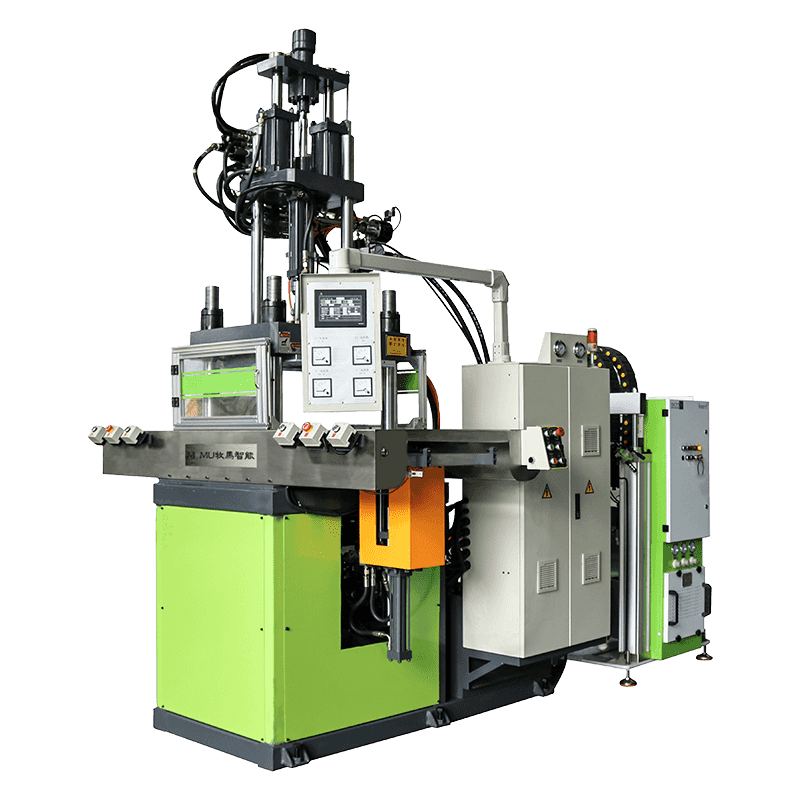
A formpressningsmaskin av gummi är en hydraulisk press speciellt framtagen för att forma gummiblandningar genom att applicera kontrollerad värme och tryck i ett slutet formhålrum. Till skillnad från formsprutning, där material tvingas in i en form genom ett löpsystem, placerar formpressning en föruppmätt gummiladdning - kallad förform - direkt in i det öppna formhålrummet. Pressen stänger sedan formen under högt hydrauliskt tryck samtidigt som den applicerar värme, vilket får gummit att flyta, fylla hålrummet och vulkanisera till en permanent, solid form. Resultatet är en färdig gummikomponent som exakt replikerar formens geometri.
Dessa maskiner är grundläggande för industrier som förlitar sig på precisionsgummikomponenter: tätningssystem för fordon, industripackningar, vibrationsdämpare för flygindustrin, komponenter för medicintekniska produkter, skosulor och konsumentvaror. Formpressningsprocessen värderas för sin enkelhet, relativt låga verktygskostnad jämfört med formsprutning och dess lämplighet för ett brett utbud av gummiblandningar inklusive naturgummi, silikon, EPDM, neopren, nitril (NBR) och fluorelastomerer (FKM). Maskinen i sig är den kontrollerade miljön som möjliggör konsekvent, repeterbar vulkanisering i produktionsskala.
Grundläggande arbetsprincip: Värme, tryck och vulkanisering
Funktionsprincipen för en formpressningsmaskin av gummi kretsar kring tre inbördes beroende variabler: temperatur, tryck och härdningstid. Tillsammans avgör dessa om en gjuten gummidel uppfyller sina avsedda fysiska specifikationer eller misslyckas på grund av underhärdning, överhärdning eller dimensionsfel.
Formen - vanligtvis bearbetad av härdat stål eller aluminium - är monterad mellan de övre och nedre plattorna på den hydrauliska pressen. Elektriska värmeelement eller ångkretsar inbäddade i plattorna överför värme genom formen till gummiladdningen. När gummit värms upp mjuknar det och blir böjligt och flyter sedan under pressens stängningstryck för att fylla varje kontur av kaviteten. Samtidigt aktiverar värmen vulkaniseringsmedlen (vanligtvis svavelföreningar eller peroxider) i gummiblandningen, vilket utlöser tvärbindning av polymerkedjorna. Denna tvärbindning är vad som förvandlar det mjuka, termoplastliknande rågummit till en elastisk, formstabil, permanent formad komponent.
Att upprätthålla exakt temperaturlikformighet över hela plattans yta är avgörande. Ojämn värmefördelning leder till olika härdningshastigheter inom en enda form, vilket ger delar med inkonsekvent hårdhet, ytdefekter eller inre hålrum. Moderna formpressningsmaskiner använder PID (proportional-integral-derivative) temperaturregulatorer för att hålla platttemperaturen inom ±1°C från börvärdet under hela produktionscykeln.

Huvudtyper av gummiformpressningsmaskiner
Gummiformpressningsmaskiner finns i flera konfigurationer, var och en lämpad för olika produktionsmiljöer, delstorlekar och automationsnivåer.
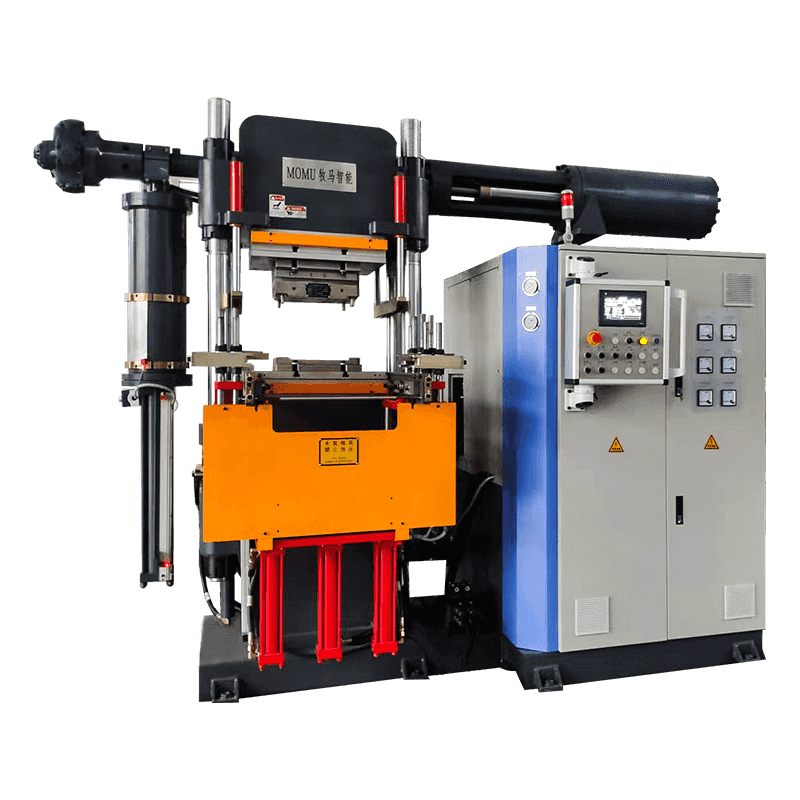
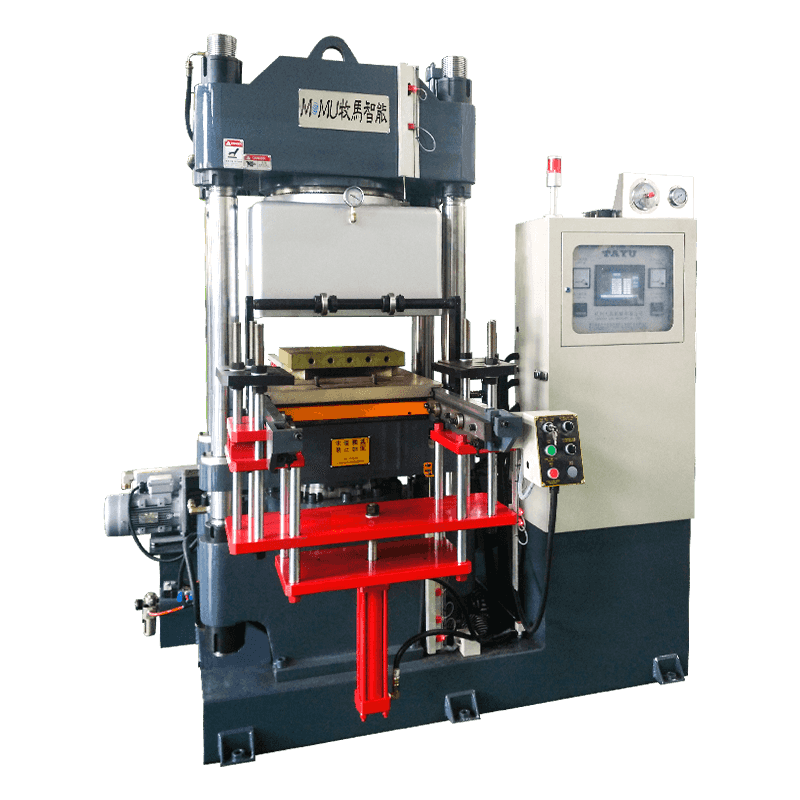
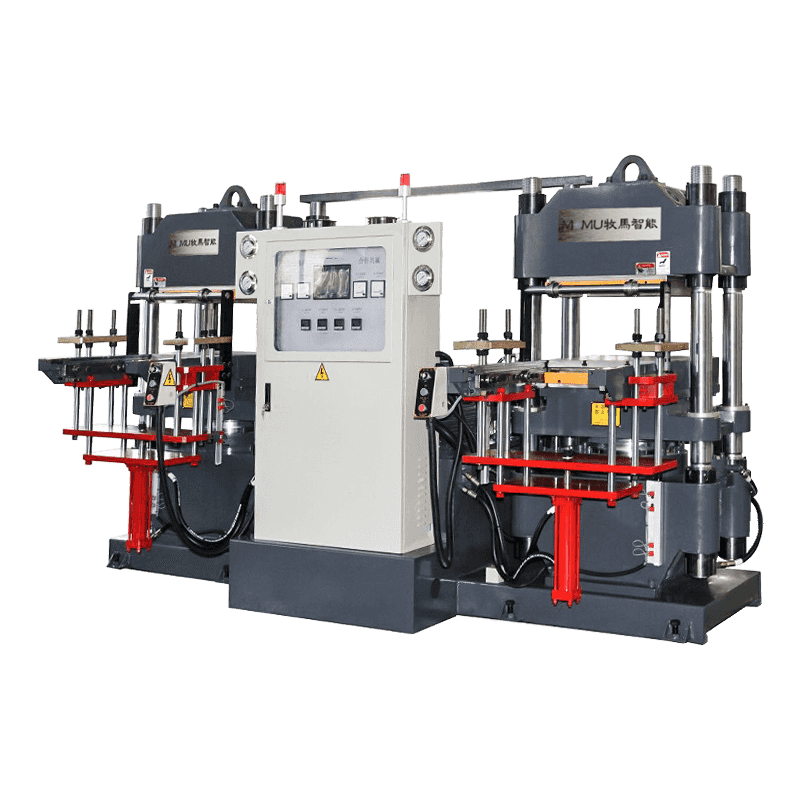
Single-Daylight Press
Endagsljuspressen har en öppning mellan den övre och den nedre plattan, som rymmer en enda form åt gången. Detta är den vanligaste konfigurationen för små till medelstora produktionsserier och för formning av relativt stora enskilda komponenter. Den erbjuder enkel manövrering, enkelt byte av form och direkt åtkomst för operatören till formen för att ladda förformar och ta bort delar. Endagsljuspressar finns i spännkrafter från 50 ton till över 1 000 ton beroende på applikation.
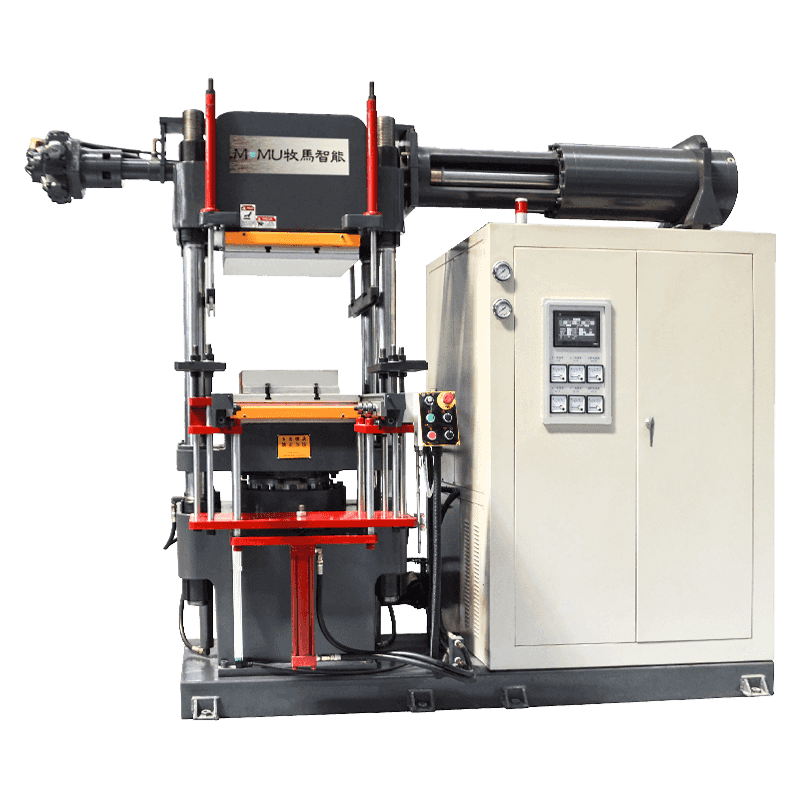
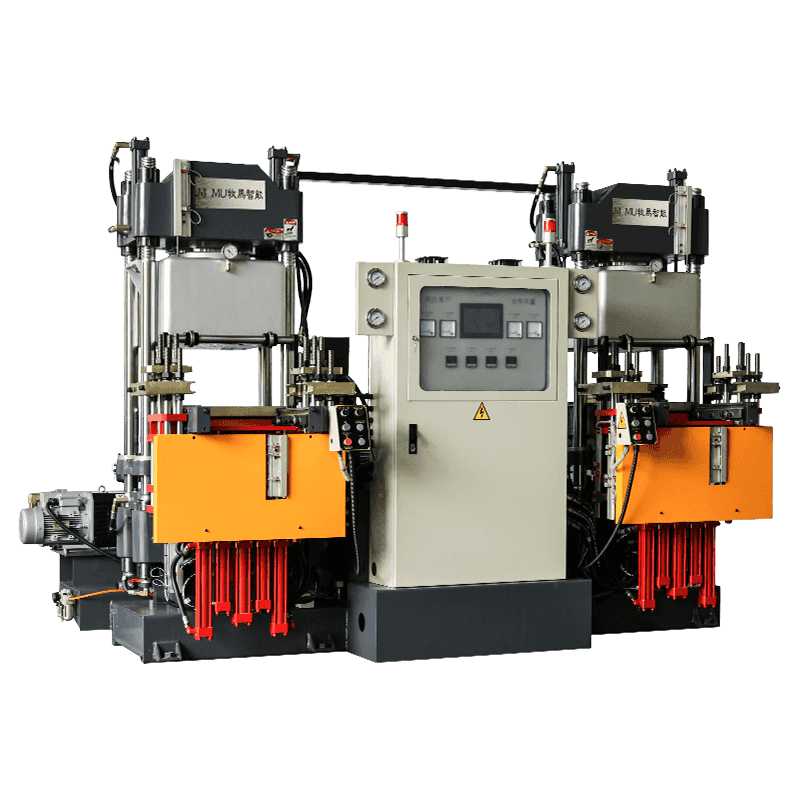
Multi-Daylight Press
Pressar för flera dagsljus har flera uppvärmda plattor som är staplade vertikalt, vilket skapar flera formöppningar – eller dagsljus – som arbetar samtidigt i ett enda tryckslag. Denna konfiguration ökar dramatiskt produktionen per cykel utan att kräva ytterligare golvyta eller separata pressar. En press för fyra dagars ljus fyrdubblar effektivt antalet aktiva formhåligheter i varje produktionscykel, vilket gör den mycket effektiv för produktion av små till medelstora gummidelar i stora volymer som tätningar, O-ringar, vibrationsfästen och genomföringar.
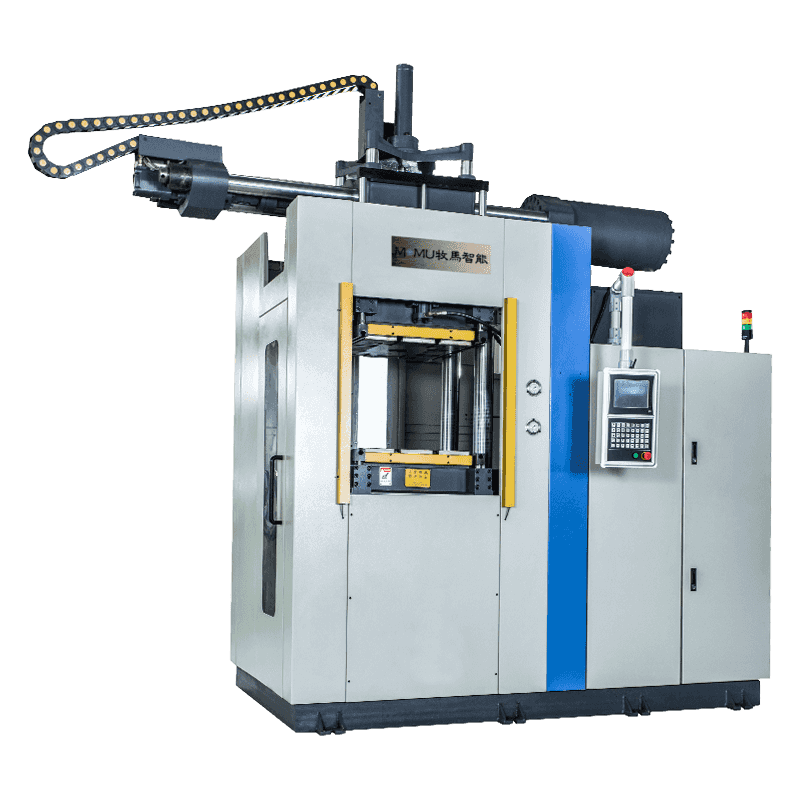
Rotary eller Shuttle Table Press
Roterande och skyttelbordspressar är utformade för att förbättra operatörens ergonomi och cykeleffektivitet genom att separera lastnings- och lossningszonen från presszonen. En roterande vändskiva eller glidande skyttel flyttar formar in och ut ur pressen automatiskt eller halvautomatiskt, vilket gör att operatören kan ladda förformar och ta bort färdiga delar på en säker, tillgänglig station medan pressen fullbordar sin härdningscykel. Denna design är särskilt effektiv i produktionsmiljöer med hög kadens där minimering av icke-produktiv öppen tid är en prioritet.
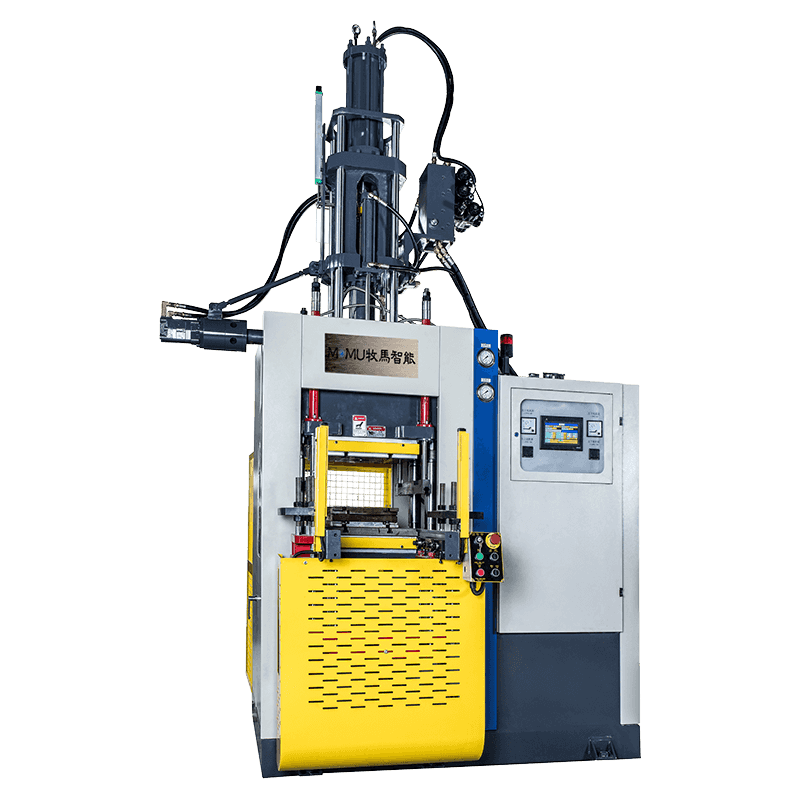
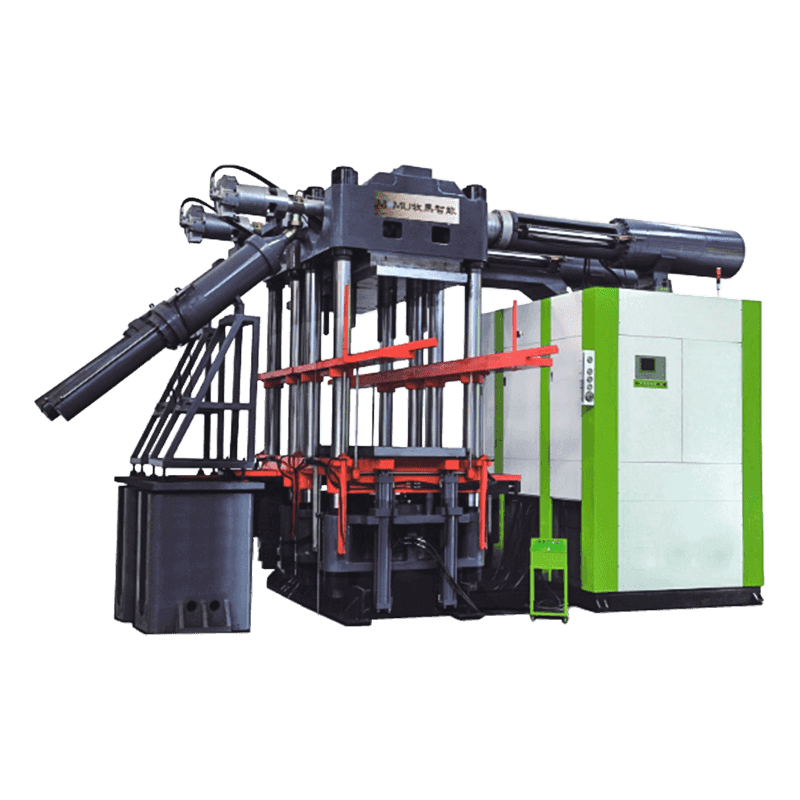
Vakuumpressformpress
För applikationer som kräver hålrumsfria gummidelar med hög integritet - såsom medicinska silikonkomponenter, flygtätningar eller elektriska högspänningsisolatorer - evakuerar vakuumformpressar luft från formhåligheten före och under presscykeln. Återstående luft som fångas i formen kan orsaka porositet, ofullständig fyllning och ytfläckar som är oacceptabla i kritiska tillämpningar. Vakuumsystemet tar bort denna luft innan gummit flödar och vulkaniserar, vilket säkerställer täta, defektfria delar som uppfyller stränga kvalitetsstandarder.
Viktiga tekniska specifikationer förklaras
Att välja rätt gummiformpressningsmaskin kräver en tydlig förståelse av de tekniska specifikationerna som definierar dess kapacitet. Följande parametrar är de mest kritiska att utvärdera:
| Specifikation | Typiskt intervall | Varför det spelar roll |
| Spännkraft | 50 – 2 000 ton | Bestämmer formhålighetstryck och blixtkontroll |
| Plattstorlek | 200×200 mm – 1500×1500 mm | Ställer in maximalt mögelfotavtryck och antal hålrum |
| Temperaturområde | 100°C – 250°C | Måste matcha kraven på sammansatt vulkanisering |
| Dagsljusöppning | 200 mm – 800 mm | Måste rymma formhöjden plus säker lastfrigång |
| Temperaturenhetlighet | ±1°C – ±3°C | Kritisk för konsekvent härdning över hela plattytan |
| Styrsystem | PLC pekskärm HMI | Möjliggör receptlagring, processövervakning, larmhantering |
Spännkraft är utan tvekan den mest grundläggande specifikationen. Det måste vara tillräckligt för att hålla formen helt stängd mot det inre trycket som genereras av gummiblandningen när den mjuknar och expanderar under uppvärmningen. Otillräcklig klämkraft gör att formen kan andas upp, vilket orsakar överdriven blixt - tunna gummifenor vid avskiljningslinjen - vilket kräver arbetsintensiv trimning efter formningen och ökar materialspillet.
Gummiföreningar lämpade för formpressning
Alla gummiblandningar är inte lika lämpade för formpressning, och maskinen måste konfigureras för det material som bearbetas. De vanligaste bearbetade föreningarna inkluderar:
- Naturgummi (NR): Utmärkta mekaniska egenskaper och elasticitet; används ofta i industri- och biltillämpningar; vulkaniserar lätt vid 150–170°C.
- Silikon (VMQ/HCR): Enastående temperaturbeständighet (-60°C till 230°C), biokompatibilitet och väderbeständighet; kräver exakt temperaturkontroll, vanligtvis i intervallet 160–180°C; används flitigt i medicinska och livsmedelskontaktapplikationer.
- EPDM: Utmärkt ozon-, UV- och väderbeständighet; används vanligtvis för utomhustätningar, packningar och takprofiler; vanligtvis gjuten vid 160–180°C.
- Nitril (NBR): Överlägsen olje- och bränslemotstånd; standardmaterialet för oljetätningar för bilar, bränslesystemkomponenter och hydrauliska tätningar; formas vid 150–170°C.
- Fluorelastomer (FKM/Viton): Exceptionell motståndskraft mot värme, kemikalier och bränslen; används i krävande flyg-, bil- och kemiska processtillämpningar; kräver högre formningstemperaturer på 175–200°C och längre härdningscykler.
- Neopren (CR): Bra balans mellan oljebeständighet och väderbeständighet; används för slangar, remmar och kabelmantel; formas vid 150–170°C.
Automation och kontrollfunktioner i moderna maskiner
Moderna formpressningsmaskiner för gummi har utvecklats långt bortom enkla hydrauliska pressar med manuella kontroller. Dagens maskiner har sofistikerade automations- och digitala kontrollfunktioner som förbättrar processkonsistensen, minskar operatörens beroende och möjliggör integration i bredare fabriksledningssystem.
PLC-baserad processkontroll
Programmerbara logiska styrenheter (PLC) hanterar hela presscykeln – stängningshastighet, tryckrampning, härdningstid, öppningssekvens och utkastning – baserat på lagrade recept. Varje kombination av gummiblandning och form kan ha sitt eget lagrade program, vilket gör att operatörer kan byta produkter genom att helt enkelt välja rätt recept på HMI-pekskärmen istället för att manuellt återställa parametrarna. Receptbaserad kontroll eliminerar installationsfel och säkerställer att varje produktionskörning startar från en validerad baslinje.
Automatisk avgasning och avgasning
Många maskiner inkluderar programmerbara avgasningssekvenser - korta kontrollerade öppningar av pressen under det tidiga skedet av härdningscykeln - som tillåter instängd luft och flyktiga ämnen att fly från formen innan den slutliga förslutningen och fullständig härdning. Detta är särskilt viktigt för tjocka eller komplexa delar där inre porositet är en vanlig defekt. Vissa pressar integrerar också robotarmar eller mekaniska deblixtverktyg som tar bort blixt från delar omedelbart efter urformning, vilket minskar manuell efterbehandling.
Dataloggning och kvalitetsspårbarhet
Industriella kompressionspressar inkluderar i allt högre grad dataloggningsfunktioner som registrerar temperatur, tryck, cykeltid och larmhändelser för varje produktionscykel. Denna spårbarhet är avgörande i reglerade branscher som medicintekniska produkter och flyg, där produktionsregister måste bevaras och granskas. Instrumentpaneler för övervakning i realtid tillåter produktionsövervakare att spåra maskinens prestanda över flera pressar samtidigt och identifiera avvikelser innan de resulterar i defekta partier.
Hur man väljer rätt maskin för din applikation
Att välja en gummiformpressningsmaskin är ett multivariabelt beslut som bör styras av dina specifika produktkrav, produktionsvolymer och materialtyper snarare än av maskinkostnaden ensam. Arbeta systematiskt igenom följande överväganden:
- Definiera din delgeometri och formstorlek: Plattmåtten måste bekvämt rymma din form med spelrum på alla sidor. För formar med flera hålrum, beräkna den totala projicerade arean för att bestämma den minsta klämkraft som krävs.
- Identifiera din gummiblandning: Bekräfta vulkaniseringstemperaturområdet och härdningstiden för din förening. Se till att maskinens värmesystem kan nå och bibehålla den temperaturen över hela plattan med den enhetlighet som krävs för dina kvalitetsstandarder.
- Bedöm produktionsvolym: Storvolymproduktion av smådelar drar nytta av flerdagsljuskonfigurationer eller roterande bordsautomation. Låg till medelvolym av stora eller komplexa delar passar vanligtvis en dagsljuspress med receptbaserad PLC-kontroll.
- Tänk på kvalitetskrav: Tillämpningar som kräver hålrumsfria delar - medicinska, flyg-, högspänningselektriska - kräver vakuumassisterad pressning. Faktorisera vakuumsystemintegration i din specifikation och budget från början.
- Utvärdera support efter försäljning: Gummikompressionsmaskiner kräver periodiskt underhåll av hydraulsystem, värmeelement och styrkomponenter. Att välja en leverantör med tillgänglig teknisk support, tillgängliga reservdelar och lokal servicekapacitet skyddar din investering i produktionstid under maskinens livslängd.
En formpressningsmaskin av gummi är en långsiktig kapitalinvestering vars avkastning helt beror på att den matchar dess kapacitet med kraven i din produktionsprocess. Att ta sig tid att specificera det korrekt – snarare än att använda det billigaste alternativet som standard – ger konsekvent bättre delkvalitet, lägre skrothastigheter och mer tillförlitlig genomströmning under maskinens livslängd.