Vad är en klämmaskin för flytande silikonform?
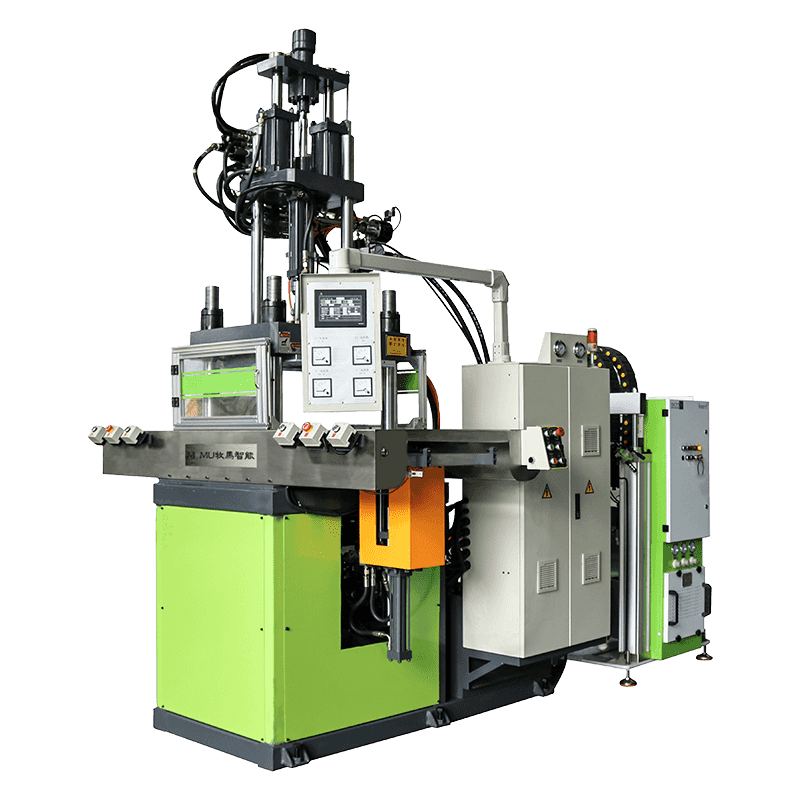
A klämmaskin för flytande silikonform är ett specialiserat formsprutningssystem designat speciellt för bearbetning av flytande silikongummi (LSR). Till skillnad från konventionella termoplastiska formsprutningsmaskiner är LSR-spännmaskiner konstruerade för att hantera de unika reologiska och termiska egenskaperna hos flytande silikon - ett tvåkomponentsmaterial som förblir flytande vid rumstemperatur och vulkaniserar (härdar) när det utsätts för värme inuti en stängd form. Maskinen klämmer ihop formhalvorna under exakt kontrollerat tryck, injicerar den blandade LSR-blandningen i formhåligheten, applicerar värme för att utlösa härdning och öppnar sedan för att frigöra den färdiga delen.
Dessa maskiner används i stor utsträckning inom tillverkning av medicintekniska produkter, fordonskomponenter, hemelektronik, babyprodukter och industriella tätningsapplikationer. Deras förmåga att producera mycket exakta, blixtfria silikondelar i stora volymer med minimalt avfall gör dem till en väsentlig del av utrustningen där LSR-komponenter krävs i produktionsskala.
Hur formklämningssystemet fungerar i LSR-bearbetning
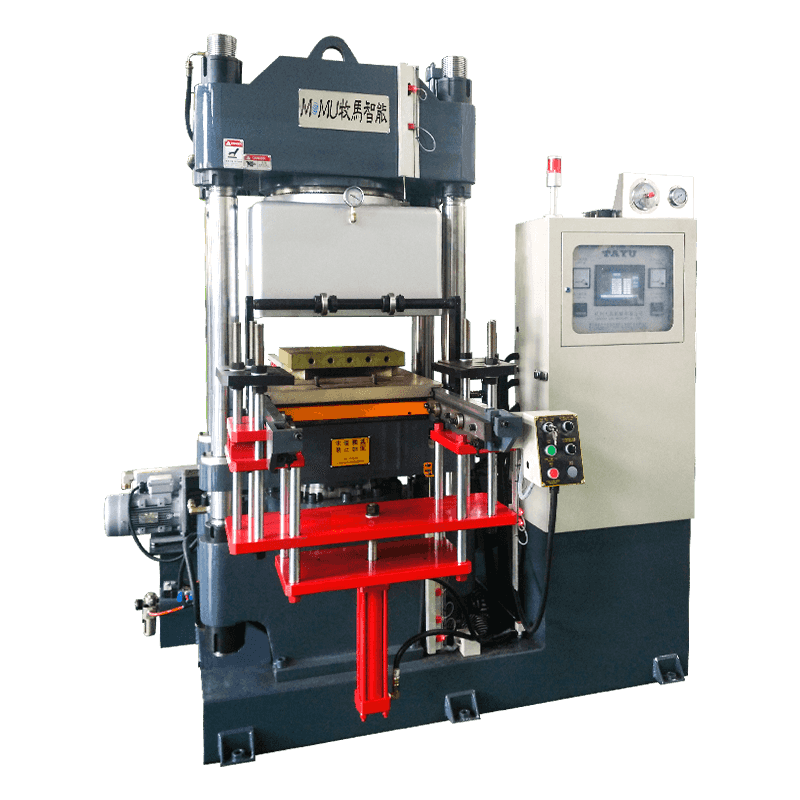
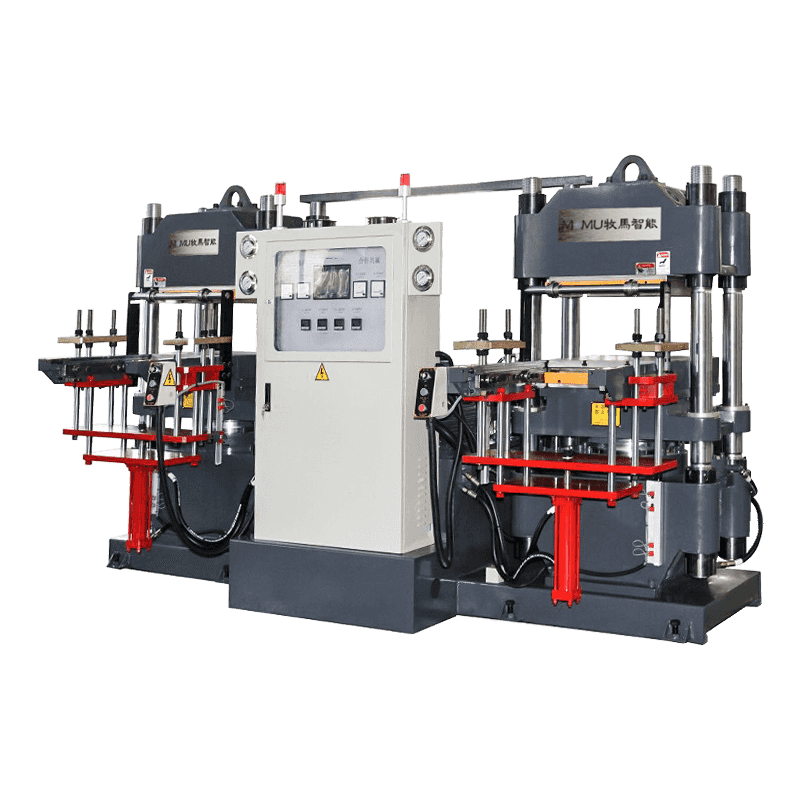
Formklämningsenheten är den strukturella kärnan i alla formsprutningsmaskiner för flytande silikon. Dess primära funktion är att hålla ihop de två halvorna av formen under tillräcklig kraft för att motstå det insprutningstryck som appliceras under materialfyllning. Vid LSR-gjutning är formsprutningstrycket vanligtvis lägre än i termoplastisk formning, men fastspänningssystemet spelar fortfarande en avgörande roll för att säkerställa en perfekt förseglad formhålighet som förhindrar flash - den tunna filmen av överskottsmaterial som bildas vid skiljelinjer när spännkraften är otillräcklig.
De flesta klämmaskiner för flytande silikonformar använder en hydraulisk eller servoelektrisk vippklämmekanism. Togglesystemet multiplicerar kraften som genereras av hydraulcylindern eller servomotorn genom ett mekaniskt länkage, vilket uppnår mycket högt klämtonnage med relativt kompakta manöverdonskomponenter. Under injektion låser klämsystemet formen i ett stängt läge, vilket bibehåller ett konstant tryck under hela fyllnings- och härdningscykeln. När vulkaniseringen är klar öppnas klämman och ett utstötningssystem - vanligtvis pneumatiskt eller mekaniskt - släpper den färdiga delen från formhåligheten.
Eftersom LSR måste hållas kallt i cylindern och insprutningssystemet (för att förhindra för tidig härdning) medan själva formen värms upp för att utlösa vulkanisering, måste spännenheten rymma en termiskt isolerad formuppsättning. Isoleringsplattor installeras vanligtvis mellan formen och maskinplattorna för att förhindra värmeöverföring från den uppvärmda formen till maskinstrukturen, skydda komponenter och upprätthålla energieffektivitet.
Viktiga tekniska specifikationer att utvärdera
Att välja rätt spännmaskin för flytande silikonform kräver noggrann uppmärksamhet på en rad tekniska parametrar. Varje specifikation har en direkt inverkan på kvaliteten på de gjutna delarna, cykeltiden och utbudet av formar och produkter som maskinen kan ta emot.
Primära maskinspecifikationer
| Specifikation | Typiskt område/beskrivning |
| Spännkraft | 50 kN till 10 000 kN (5 till 1 000 ton) |
| Plattstorlek | Varierar efter maskintonnage; måste rymma formdimensioner |
| Formens temperaturområde | 150°C till 220°C (302°F till 428°F) |
| Typ av insprutningsenhet | Dedikerat LSR-doseringspumpsystem (A B-komponenter) |
| Fattemperatur | Kyld till 5°C–15°C för att förhindra för tidig härdning |
| Styrsystem | PLC med pekskärms-HMI; programmerbara cykelparametrar |
| Slipstångsavstånd | Definierar maximal formbredd som kan installeras |
| Dagsljusöppning | Maximalt avstånd mellan plattorna när de är öppna |
Spännkraft är en av de mest kritiska parametrarna. Det måste räcka för att hålla formen tät mot insprutningstryck utan överklämning, vilket kan skada formavskiljningsytor med tiden. Att beräkna den erforderliga spännkraften innebär att multiplicera den projicerade arean av formkaviteterna med kavitetstrycket och lägga till en säkerhetsmarginal på 10–20 % för att ta hänsyn till processvariation.
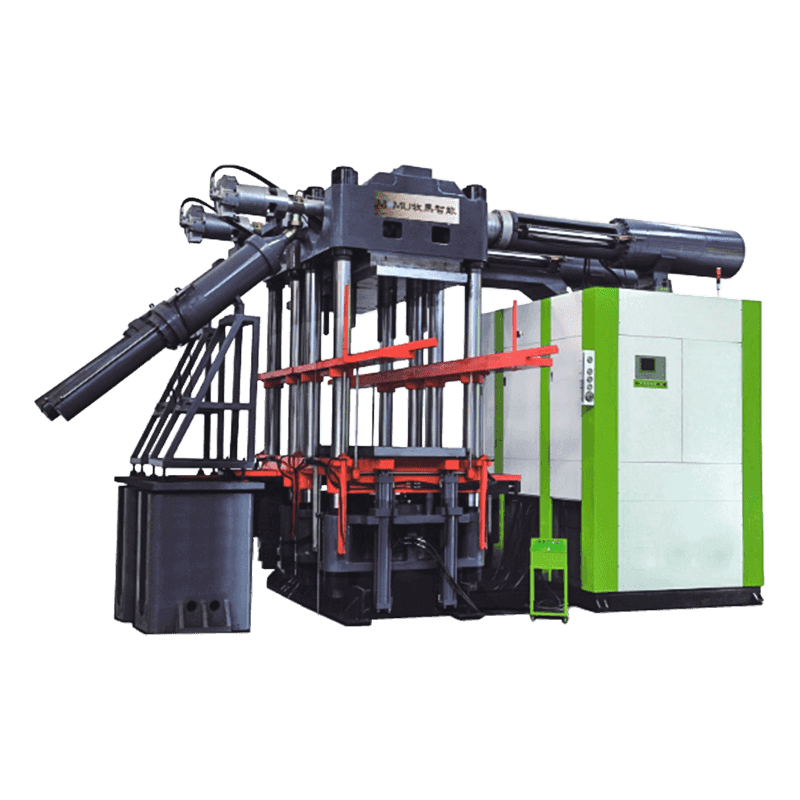
LSR doserings- och injektionssystem
Till skillnad från termoplastisk formsprutning där ett enda harts smälts och injiceras, kräver LSR-bearbetning ett tvåkomponents doseringssystem som exakt mäter och blandar bassilikonföreningen (komponent A) och platinakatalysatorn (komponent B) i förhållandet 1:1 före injektion. Klämmaskinen för flytande silikonform är vanligtvis ihopkopplad med en dedikerad LSR-doseringspumpenhet som drar från tillförseltrummor, mäter båda komponenterna genom kugghjulspumpar eller kolvpumpar, blandar dem genom en statisk bländare och levererar den blandade blandningen till injektionscylindern.
Insprutningsröret och skruven är vattenkylda eller temperaturkontrollerade för att hålla LSR vid en låg temperatur - vanligtvis mellan 5 °C och 15 °C - vilket förhindrar för tidig vulkanisering i matningssystemet. Skruvdesignen för LSR skiljer sig från vanliga termoplastskruvar; den har vanligtvis ett lägre kompressionsförhållande och ingen kontrollring, eftersom LSR inte kräver mjukning på samma sätt och flyter lätt under låg skjuvning. Insprutningen styrs av exakt volymetrisk dosering snarare än skruvad dosering, vilket säkerställer konsistens från skott till skott.

Pigmentinsprutningssystem är ofta integrerade i doseringsenheten, vilket gör att färg kan införas i exakta mängder direkt i materialströmmen för färgade LSR-produkter utan att förorena bulktillförselfat.
Formdesignkrav för LSR-spännmaskiner
Formen som används i en klämmaskin för flytande silikonformar har flera designkrav som skiljer sig väsentligt från termoplastiska formar. Eftersom LSR har mycket låg viskositet och flyter lätt under tryck, måste formen bearbetas till extremt snäva toleranser vid avskiljningslinjen - vanligtvis inom 0,005 mm - för att förhindra blixtbildning. Även mindre luckor vid avskiljningsytan tillåter LSR att blöda igenom, vilket ger tunna silikonfilmer som måste tas bort manuellt och som minskar delens kvalitet och utbyte.
Kritiska LSR-formdesignfunktioner
- Cold Runner System: LSR-formar använder ofta kalllöpare eller ventilförsedda kalllöparsystem för att eliminera avfall från sprue och löpare, eftersom LSR-skenor inte kan slipas om och återanvändas när de har härdats.
- Vakuumventilation: Vakuumsystem är integrerade för att evakuera luft från formkaviteten före injektion, vilket förhindrar luftinneslutning som skulle orsaka tomrum eller ofullständig fyllning av precisionsdelar.
- Enhetlig formuppvärmning: Elektriska värmeelement eller oljebaserade värmekanaler måste fördelas jämnt i formen för att säkerställa konsekvent härdning över alla håligheter i verktyg med flera hålrum.
- Värmeisoleringsplattor: Installerad mellan formbasen och maskinplattorna för att minimera värmeförlusten till maskinstrukturen och minska energiförbrukningen under produktionen.
- Demolding System: Eftersom härdad silikon är flexibel och vidhäftande, måste formar innehålla effektiva utstötningsstift-layouter, stripperplattor eller luftblästring för att frigöra delar utan att rivas eller deformeras.
Branscher och produkter som förlitar sig på LSR-spännmaskiner
Klämmaskiner för flytande silikonformar tjänar en mängd olika industrier, drivna av den unika kombinationen av egenskaper som LSR erbjuder - biokompatibilitet, temperaturbeständighet, kemisk tröghet, optisk klarhet och långsiktig flexibilitet. Precisionen och repeterbarheten av fastspännings- och insprutningsprocessen gör dessa maskiner väl lämpade för krävande applikationer där dimensionell konsistens och materialintegritet inte är förhandlingsbara.
- Medicinsk utrustning: LSR:s biokompatibilitet gör den idealisk för tätningar, ventiler, katetrar, andningsmasker, hörapparatkomponenter och implanterbara enhetsdelar som kräver USP Class VI eller ISO 10993-överensstämmelse.
- Fordon: Tändstiftsskydd, packningar, sensortätningar och vätskebeständiga O-ringar tillverkas vanligtvis i LSR på grund av dess förmåga att motstå temperaturer från -60°C till 200°C.
- Baby- och spädbarnsprodukter: Flasknipplar, nappar, bitringar och mattillbehör kräver de livsmedelsklassade, smakneutrala och steriliseringsresistenta egenskaperna hos LSR.
- Konsumentelektronik: Vattentäta tangentbordsmembran, knapptätningar, bärbara enhetsband och kabelgenomföringar drar nytta av LSR:s flexibilitet och miljöbeständighet.
- Industriell tätning: Anpassade packningar, membran, bälgar och tätningar för pumpar, ventiler och vätskehanteringssystem inom kemisk industri och livsmedelsindustri.
Fördelar med att använda en dedikerad LSR-formklämningsmaskin
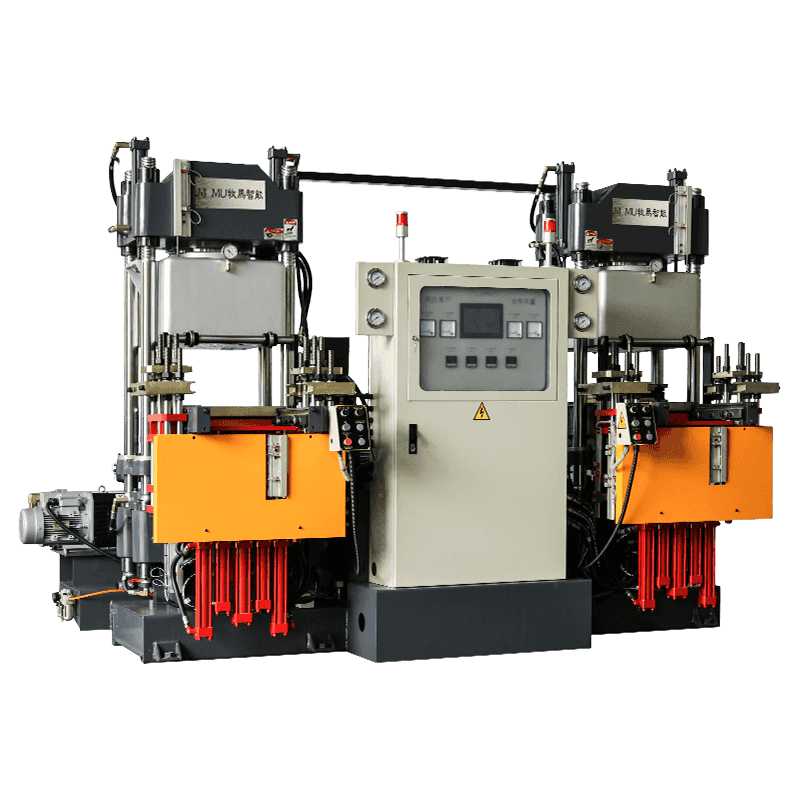
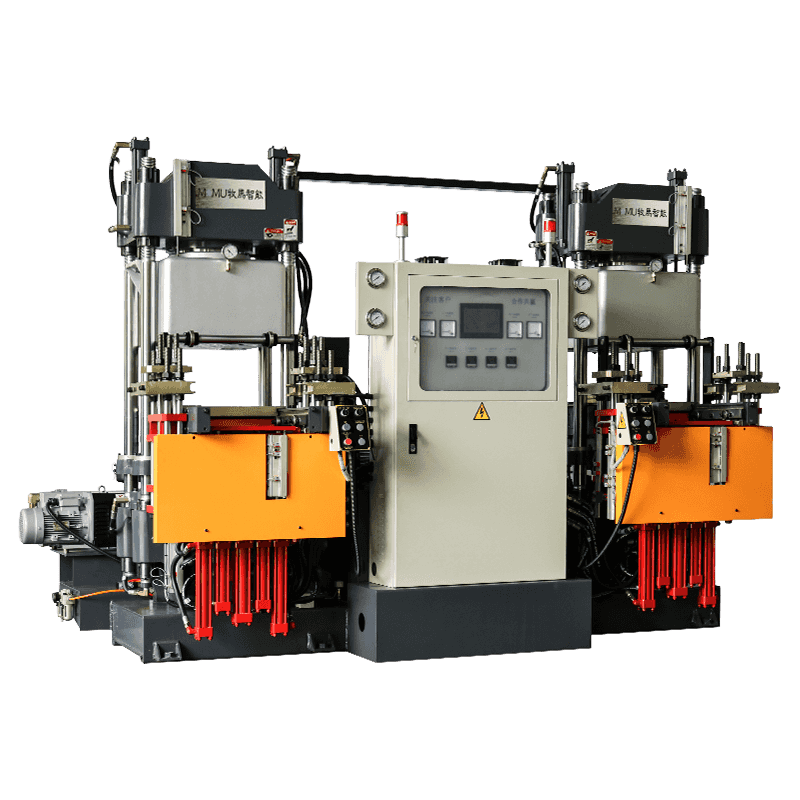
Medan vissa tillverkare försöker anpassa termoplastiska formsprutningsmaskiner av standardtyp för LSR-bearbetning, erbjuder dedikerade gjutformar av flytande silikon avsevärda drifts- och kvalitetsfördelar som motiverar investeringen för all seriös LSR-produktion.
- Precisionskontroll för fastspänning: Specialbyggda spännsystem ger konsekvent, mätbart tonnage med finjusteringsförmåga, vilket säkerställer repeterbar formtätning över varje cykel.
- Integrerat kallinsprutningssystem: Den kylda cylindern och skruven är designad speciellt för LSR, vilket eliminerar de kompromisser som krävs vid anpassning av termoplastutrustning.
- Flash-fri produktion: Plattans parallellitet med hög precision och kontrollerad spännkraft möjliggör nollblixt eller minimal blixtformning, vilket minskar efterbearbetningsarbete och materialspill.
- Helautomatiska cykler: Integration med borttagning av robotdelar, syninspektionssystem och transportörsystem möjliggör släckt produktion med minimalt operatörsingripande.
- Processdataloggning: Moderna LSR-spännmaskiner registrerar insprutningstryck, formtemperatur, härdningstid och spännkraftsdata för varje cykel, vilket stöder kvalitetsspårbarhet i reglerade industrier.
Hur man väljer rätt maskin för din LSR-applikation
Att välja rätt spännmaskin för flytande silikonform börjar med en detaljerad analys av de delar som ska produceras. Den projicerade arean av den största formhålighetens layout bestämmer den minsta klämkraft som krävs. Kraven på skottvolym, baserat på delvikt och antal hålrum, avgör doseringssystemets kapacitet som behövs. Formens fysiska dimensioner – höjd, bredd och stapelhöjd – måste passa inom maskinens platta storlek, avstånd mellan dragstång och öppning av dagsljus.
Produktionsvolymmål och cykeltidsförväntningar bör också vägleda maskinval. Formar med högre kavitation som körs på maskiner med servoelektriska spännsystem kan uppnå snabbare torrcykeltider och mer energieffektiv drift jämfört med helt hydrauliska alternativ, vilket resulterar i lägre kostnad per del vid höga volymer. För medicinska eller reglerade tillämpningar är det viktigt att verifiera att maskinen stöder 21 CFR Part 11-kompatibel dataregistrering eller motsvarande processdokumentationsstandarder innan köp.
Slutligen bör service efter försäljning, tillgänglighet av reservdelar och teknisk support från tillverkaren utvärderas lika noggrant som maskinens tekniska specifikationer. En välstödd maskin med tillförlitlig lokal serviceinfrastruktur kommer att leverera betydligt bättre långsiktigt värde än ett billigare alternativ med begränsad supporttillgång, särskilt i produktionsmiljöer med hög efterfrågan där oplanerad stilleståndstid har en direkt inverkan på leveransåtaganden och driftskostnader.