Vad är en vakuumgummivulkaniseringsmaskin?
A vakuumgummivulkaniseringsmaskin är en specialiserad industripress som härdar råa eller ohärdade gummiblandningar under en kombination av kontrollerade värme-, tryck- och vakuumförhållanden. Termen "vulkanisering" hänvisar till den kemiska tvärbindningsprocessen som omvandlar mjukt, böjligt gummi till ett hållbart, elastiskt och formstabilt material. I standardvulkaniseringspressar driver värme och tryck enbart härdningsreaktionen. I vakuumvulkaniseringsmaskiner tar tillägget av en förseglad vakuummiljö bort instängd luft, fukt och flyktiga gaser från gummimassan före och under härdning - vilket resulterar i en betydligt tätare, mer enhetlig och defektfri färdig produkt.
Vakuumfunktionen är inte bara en tilläggsfunktion; det förändrar i grunden de kvalitetsresultat som kan uppnås vid gummiproduktion. Luftfickor och fuktinneslutningar är bland de vanligaste källorna till porositet, blåsbildning och strukturell svaghet i vulkaniserade gummidelar. Genom att evakuera formhåligheten till en vakuumnivå typiskt mellan -0,08 MPa och -0,1 MPa före appliceringen av fullt formtryck, eliminerar maskinen dessa defekter vid källan. Resultatet är gummiprodukter med överlägsen ytfinish, konsekvent inre densitet och förbättrad mekanisk prestanda – egenskaper som är avgörande i precisionsindustrier, inklusive fordonstätning, medicinsk utrustning, flygkomponenter och högpresterande skosulor.
Vulkaniseringsprocessen: vad som händer inuti maskinen
Att förstå sekvensen av operationer inuti en vakuumgummivulkaniseringsmaskin klargör varför vakuumintegration förbättrar utskriftskvaliteten så avsevärt. Processen utvecklas i flera olika steg som maskinen styr automatiskt genom en programmerbar logisk styrenhet (PLC) eller pekskärmsgränssnitt.
Cykeln börjar med formberedning och laddning. Operatören placerar den ohärdade gummiblandningen - i form av förvägda ämnen, ark eller preforms - i den uppvärmda formen. Formen stängs delvis och vakuumpumpen aktiveras och drar ut luft och kvarvarande fukt ur formhåligheten genom integrerade vakuumkanaler. När målvakuumnivån har uppnåtts och hålls under en inställd uppehållstid, vanligtvis 15 till 60 sekunder, stängs pressen helt för att applicera gjuttryck. Kombinationen av värme som leds genom de uppvärmda plattorna, det applicerade trycket och frånvaron av infångade gaser driver sedan tvärbindningsreaktionen likformigt genom gummimassan. Efter att den programmerade härdningstiden har gått – som varierar från en till trettio minuter beroende på gummiblandningstyp och deltjocklek – öppnas pressen, vakuum släpps och den härdade delen tas ur formen.
Precisionen i temperaturkontroll är lika viktig. Moderna vakuumvulkaniseringsmaskiner upprätthåller plattans temperaturer inom ±1°C till ±2°C över hela formytan med hjälp av elektriska motståndsvärmeelement eller ånguppvärmda plattor, kombinerat med inbyggda temperatursensorer och PID-regulatorer med sluten slinga. Denna enhetlighet säkerställer konsekvent härdning genom hela produkten, vilket eliminerar risken för underhärdade centra eller överhärdade ytor som kan uppstå när temperaturgradienter finns över formen.

Kärnkomponenter och deras funktioner
Prestandan hos en vakuumgummivulkaniseringsmaskin beror på kvaliteten och integrationen av dess viktigaste strukturella och funktionella komponenter. Varje element spelar en definierad roll för att uppnå konsekvent, defektfri vulkanisering.
Uppvärmda tallrikar
Plattorna är de plana, styva plattorna mellan vilka formen komprimeras. I vakuumvulkaniseringsmaskiner tillverkas plattorna av högkvalitativt stål med inbäddade värmeelement eller interna kanaler för ångcirkulation. Planhetstolerans är avgörande - en platta med ojämn ytkontakt ger ojämn tryckfördelning över formen, vilket leder till tjockleksvariationer och ofullständig härdning i lågtryckszoner. Premiummaskiner specificerar plattans platthet inom 0,05 mm över arbetsytan och använder flerpunktstemperaturavkänning för att upptäcka och kompensera för eventuella termiska ojämnheter.
Vakuumsystem
Vakuumsystemet består av en vakuumpump - vanligtvis en roterande skovel eller torrskruv - ansluten till formhåligheten genom en förseglad krets inklusive vakuumledningar, en vakuumbufferttank, magnetventiler och vakuummätare. Bufferttanken lagrar förevakuerad volym så att formhåligheten snabbt kan bringas till målvakuumnivån utan att överbelasta pumpen. Vakuumförseglingen av formgränssnittet uppnås genom perifera packningar eller O-ringkanaler bearbetade i formavskiljningslinjen. Integriteten hos detta tätningssystem är grundläggande - varje läckage minskar den uppnåbara vakuumnivån och äventyrar effektiviteten vid luftavlägsnande.
Hydrauliskt eller mekaniskt spännsystem
Klämkraften som håller formen stängd under vulkaniseringen genereras antingen av ett hydrauliskt cylindersystem eller, i mindre maskiner, av mekaniska vippmekanismer. Hydraulsystem erbjuder mer exakt och programmerbar tryckkontroll och är standard i produktionsklassade vakuumvulkaniseringsmaskiner. Spännkrafterna sträcker sig från så låga som 50 kN i laboratorie- eller smådelarmaskiner till över 10 000 kN i stora industripressar för fordons- eller industrigummiprodukter. Noggrann tryckkontroll är avgörande eftersom både undertryck och övertryck ger defekta delar - blixt, dimensionsfel eller sprickor orsakade av stress.
PLC styrsystem
Moderna vakuumvulkaniseringsmaskiner är utrustade med programmerbara logiska kontroller och pekskärmsgränssnitt mellan människa och maskin (HMI) som gör det möjligt för operatörer att lagra, återkalla och övervaka härdningsprogram för olika gummiblandningar och formkonfigurationer. Ett typiskt program lagrar måltemperatur, härdningstid, vakuumnivå, vakuumuppehållstid och klämtryck som ett enda recept. PLC:n övervakar sensorfeedback i realtid och genererar larm för avvikelser, vilket säkerställer processspårbarhet och konsekvent batch-to-batch-kvalitet.
Typer av vakuumgummivulkaniseringsmaskiner
Vakuumgummivulkaniseringsmaskiner finns i flera konfigurationer, var och en lämpad för olika produktionsvolymer, produktgeometrier och gummityper. Att välja rätt maskintyp är lika viktigt som att specificera rätt processparametrar.
| Maskintyp | Konfiguration | Bäst lämpad för |
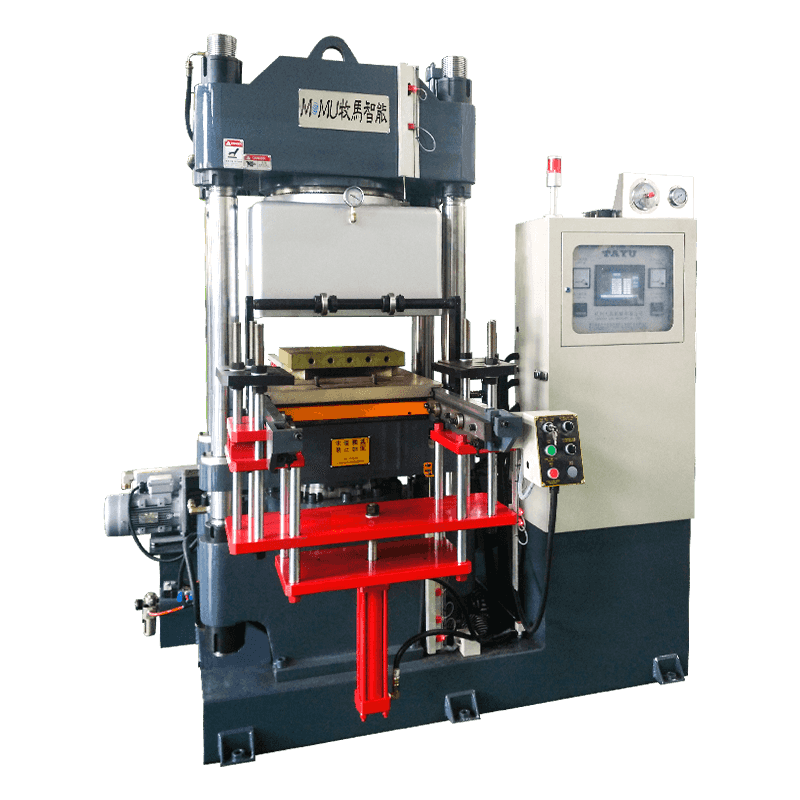
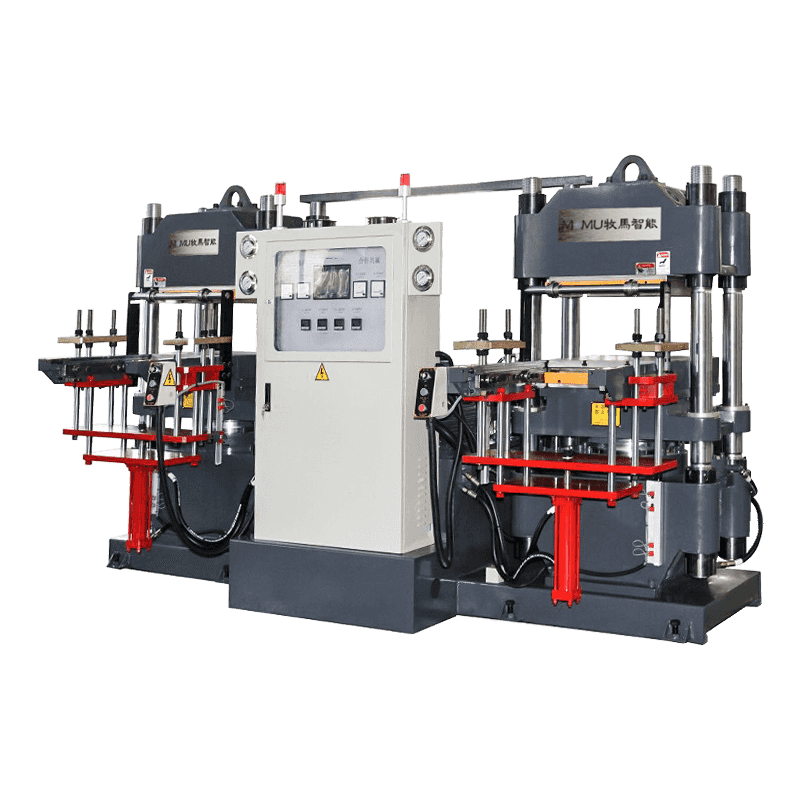
| Single-Daylight Flat Press | En formöppning mellan två plattor | Små till medelstora platta gummidelar, tätningar, packningar |
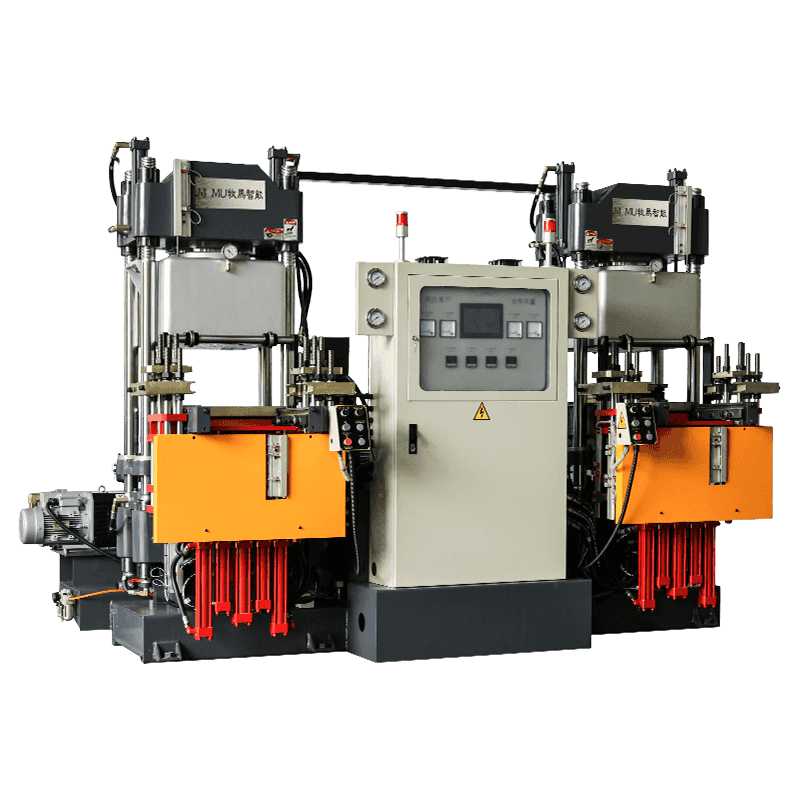
| Multi-Daylight Press | Flera staplade formöppningar på en enda press | Storvolymproduktion av platta eller tunna gummiskivor |
| Rotary eller Carousel Press | Roterande flerstationsplattform med fast värmekälla | Skosulor, kontinuerliga produktionsmiljöer |
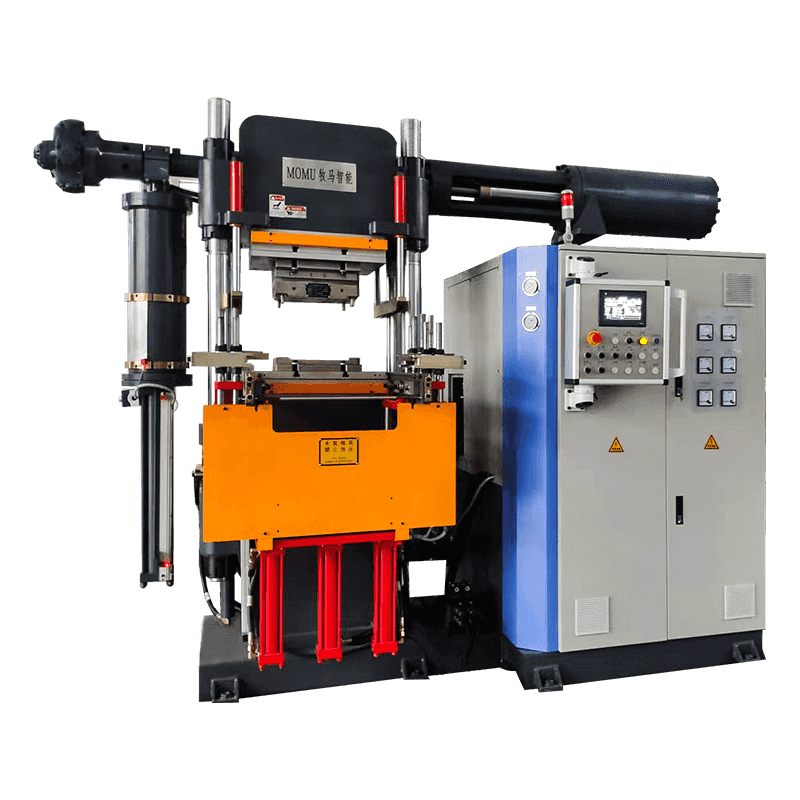
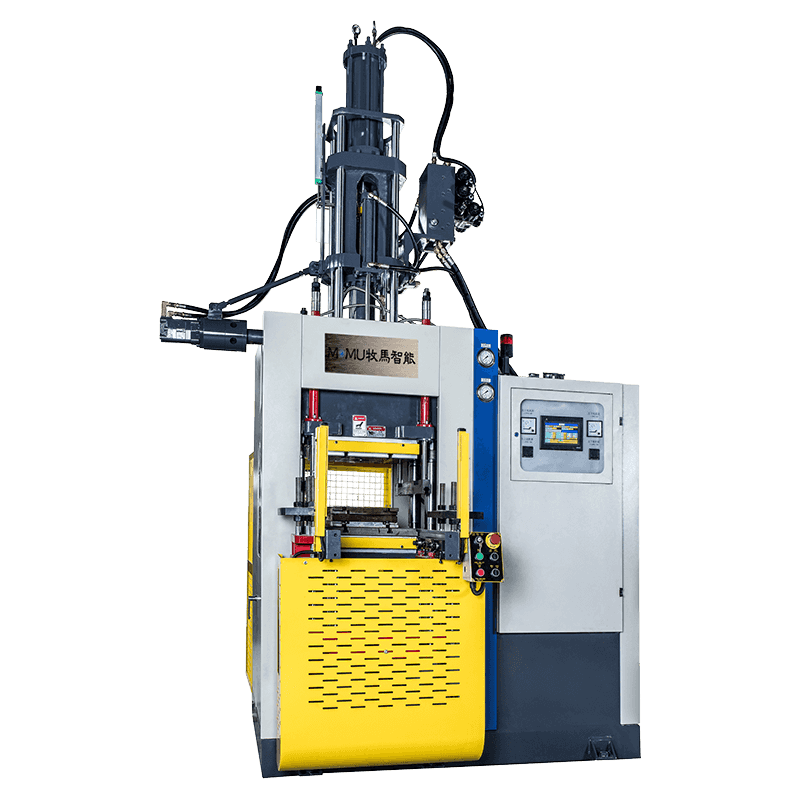
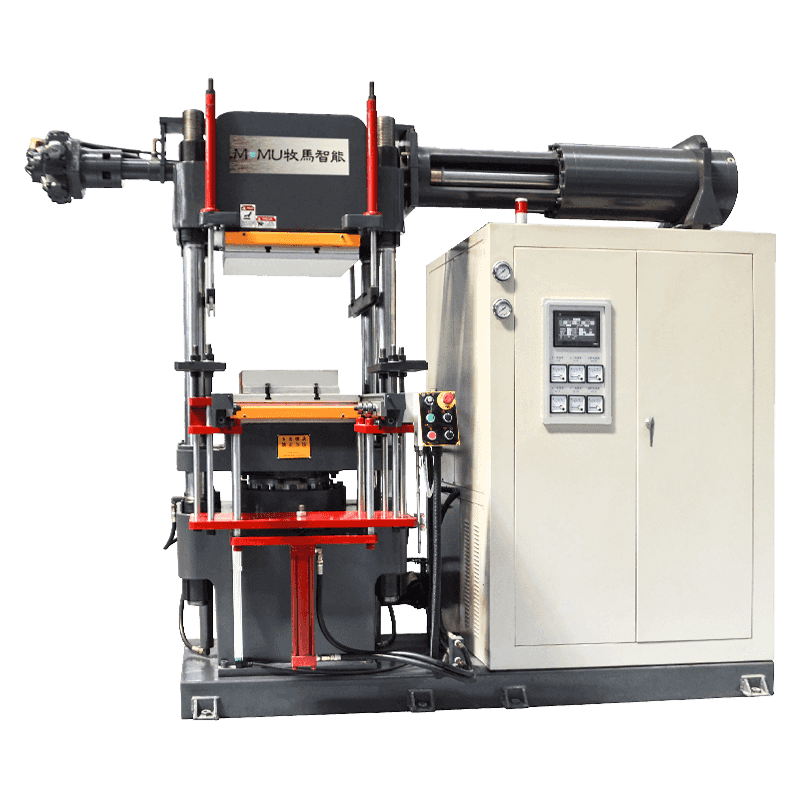
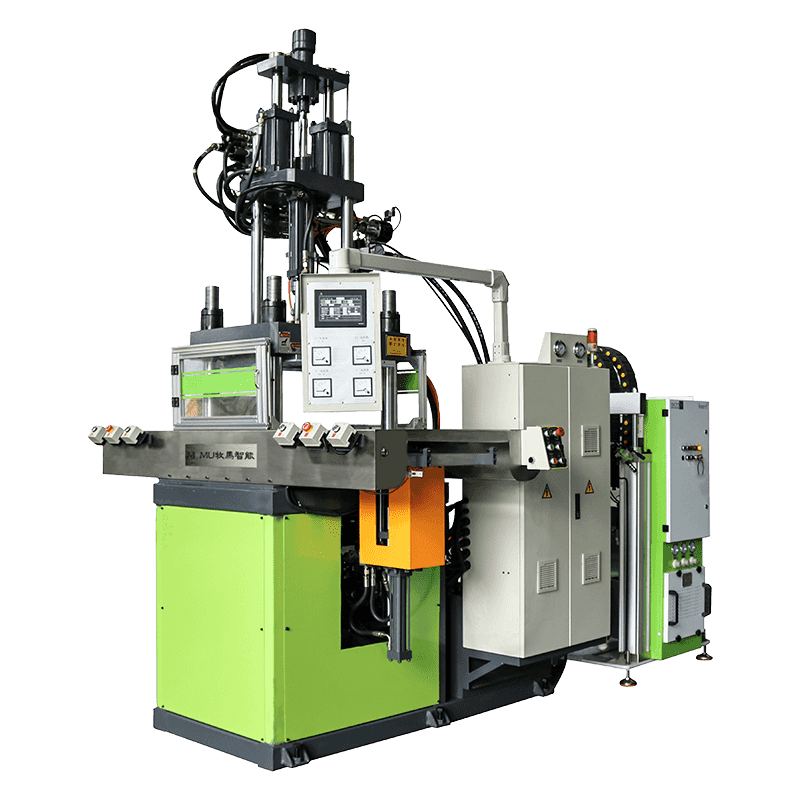
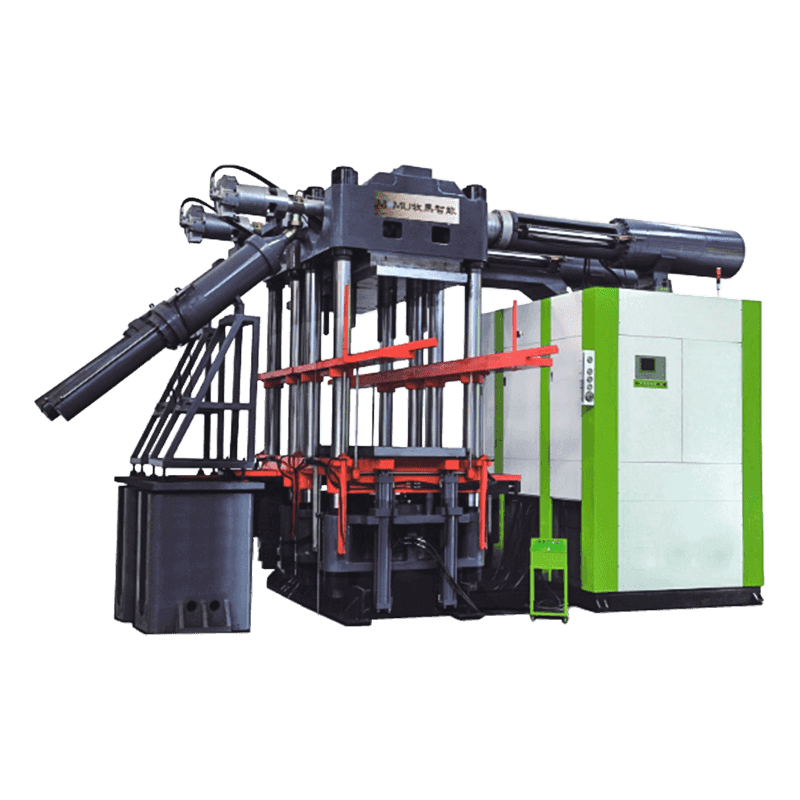
| Vertikal injektionspress | Gummi injiceras under tryck i förseglad form | Komplexa 3D-delar, övergjutna komponenter, tekniskt gummi |
| Membran vakuumpress | Flexibelt silikonmembran skapar vakuum och tryck | Gummibundna kompositer, böjda eller oregelbundna underlag |
| Laboratorium / Bänkpress | Kompakt enkeldagsljusenhet med vakuumförmåga | FoU, föreningstestning, små prototypkörningar |
Fördelar med vakuumvulkanisering framför standardpressning
Investeringen i vakuumkapacitet jämfört med en konventionell gummipress motiveras av mätbara förbättringar över flera kvalitets- och produktionsmått. Dessa fördelar blir särskilt betydande när man tillverkar precisionsdelar med snäva dimensionstoleranser, komplexa geometrier eller prestandakritiska mekaniska egenskaper.
- Eliminering av porositet och tomrum: Att ta bort luft före härdning förhindrar bildandet av inre bubblor och ytgropar som minskar draghållfastheten, töjningen och tätningsförmågan hos gummidelar. Detta är särskilt viktigt för O-ringar, membran och gummiprodukter av medicinsk kvalitet där den inre integriteten inte är förhandlingsbar.
- Förbättrad ytfinish: Vakuumförhållanden tillåter gummiblandningen att flöda mer fullständigt in i fina formdetaljer, vilket ger skarpare kanter, renare text eller logotypprägling och en jämnare övergripande yta utan fläckar i instängd luft.
- Mer konsekventa mekaniska egenskaper: Enhetlig densitet genom hela den härdade delen innebär konsekventa värden för hårdhet, draghållfasthet och kompressionsinställning över hela satsen – avgörande för delar som används i tätning, vibrationsisolering eller lastbärande applikationer.
- Minskad skrot- och omarbetningsfrekvens: Defekter som upptäcks vid inspektion kräver antingen omarbetning eller skrotning av hela delen. Vakuumvulkanisering minskar avsevärt förekomsten av blåsor, porositet och kortskottsdefekter, vilket sänker mängden skrot och deras associerade material- och arbetskostnader.
- Kompatibilitet med fuktkänsliga föreningar: Vissa specialgummiformuleringar, särskilt silikongummin och vissa EPDM-blandningar, är särskilt benägna att få blåsor på ytan orsakade av kvarvarande fukt. Vakuumbearbetning eliminerar tillförlitligt detta felläge utan att kräva ytterligare torkningssteg.
- Bättre vidhäftning i gummi-till-metall och gummi-till-tyg-enheter: När gummi vulkaniseras direkt på metallinsatser eller tygsubstrat förhindrar instängd luft vid gränsytan full vidhäftning. Vakuumevakuering före pressning säkerställer intim kontakt mellan gummit och substratet, vilket ger starkare och mer pålitliga bindningar.
Branscher och produkter som förlitar sig på vakuumvulkanisering
Vakuumgummivulkaniseringsmaskiner betjänar ett brett spektrum av industrier där gummiproduktkvalitet direkt påverkar säkerhet, tillförlitlighet eller regelefterlevnad. Följande sektorer representerar de viktigaste användningsområdena.
Biltätning och packningar
Bilgummikomponenter inklusive dörrtätningar, fönsterkanaltätningar, motorpackningar och bromssystemmembran är tillverkade med vakuumvulkanisering för att säkerställa dimensionell konsistens och frånvaro av inre hålrum som kan leda till läckage eller för tidigt fel. Bilindustrins kvalitetsfilosofi med noll defekter gör vakuumbearbetning effektivt obligatoriskt för säkerhetskritiska tätningskomponenter som levereras till stora OEM-tillverkare.
Medicinska och farmaceutiska tillämpningar
Silikon- och gummikomponenter av medicinsk kvalitet – inklusive sprutkolvar, ventilmembran, andningsmasker och slangar – måste uppfylla stränga standarder för renhet och strukturell integritet. Vakuumvulkanisering eliminerar föroreningsrisker förknippade med instängd luft samtidigt som den säkerställer ytjämnheten och dimensionsnoggrannheten som krävs för biokompatibla produkter. Många standarder för medicintekniska produkter kräver implicit vakuumbearbetning som en del av god tillverkningssed för gjutna gummidelar.
Tillverkning av skosula
Inom skoindustrin används vakuumvulkaniseringspressar för att tillverka yttersulor i gummi med skarp slitbanedefinition, konsekvent densitet och stark vidhäftning till övre material. Vakuumfunktionen är särskilt värdefull vid gjutning av tjocka yttersulor där luftinneslutning i djupa slitbanor är en ihållande utmaning vid konventionell pressning. Vakuumvulkaniseringspressar av karuselltyp används i stor utsträckning i skofabriker med stora volymer över hela Asien för denna applikation.
Flyg- och försvarssigill
Gummitätningar och O-ringar som används i flyghydrauliksystem, bränslesystem och miljökontroller måste uppfylla extremt snäva toleranser för hårdhet, kompressionssättning och inre enhetlighet. Vakuumvulkanisering är standardpraxis för dessa komponenter eftersom konsekvenserna av in-service tätningsfel är allvarliga. Gummispecifikationer av flyg- och rymdkvalitet kräver ofta uttryckligen vakuumgjutning som en del av den godkända tillverkningsprocessen.
Viktiga faktorer att utvärdera när du väljer en maskin
Att välja rätt vakuumgummivulkaniseringsmaskin för en specifik produktionsapplikation kräver en systematisk bedömning av processkrav, produktionsvolymer och långsiktiga driftsöverväganden. Att prioritera det lägsta inköpspriset utan att utvärdera den totala ägandekostnaden leder ofta till återkommande kvalitetsproblem och högre livscykelkostnader.
- Plattstorlek och dagsljusöppning: Arbetsplattans dimensioner måste rymma den största formen du tänker köra, med tillräcklig marginal. Dagsljusöppningen – det maximala gapet mellan öppna plattor – måste vara tillräckligt för formhöjden plus utrymme för borttagning av delar.
- Maximal spännkraft: Beräkna klämkraften som krävs genom att multiplicera den projicerade arean av din formhålighet med det erforderliga formtrycket (vanligtvis 5 till 20 MPa beroende på gummiblandningen och delens geometri). Maskinens nominella tonnage måste bekvämt överstiga denna siffra.
- Uppnåelig vakuumnivå och pumpkapacitet: Bekräfta att maskinen kan nå -0,095 MPa eller bättre och att vakuumpumpens kapacitet är anpassad till formhålighetens volym så att målvakuumnivån uppnås inom en acceptabel uppehållstid.
- Temperaturområde och enhetlighetsspecifikation: Verifiera att den maximala driftstemperaturen täcker din gummiblandnings härdningstemperatur, och begär dokumenterade data för enhetlig platttemperatur – helst ±2°C eller bättre över hela plattans yta.
- Styrsystem och dataloggning: För kvalitetskritisk produktion, prioritera maskiner med fullständig processdataloggning, recepthantering och larmhistorik. Dessa funktioner stödjer ISO och branschspecifika kvalitetssystemkrav och förenklar analys av rotorsaker när defekter uppstår.
- Support efter försäljning och tillgänglighet av reservdelar: Vakuumsystem, hydrauliska komponenter och värmeelement kräver alla periodiskt underhåll och eventuellt byte. Bekräfta att tillverkaren eller deras lokala agent kan leverera viktiga reservdelar omedelbart och granska garantivillkoren och tillgängligheten för serviceingenjörer på plats innan du förbinder dig till en leverantör.
Underhållsmetoder som skyddar maskinens prestanda
En vakuumgummivulkaniseringsmaskin som är väl underhållen ger jämn kvalitet och förlängd livslängd. Att försumma rutinunderhåll på i synnerhet vakuum- och hydraulsystem leder till gradvis prestandaförsämring som ofta feldiagnostiseras som ett process- eller materialproblem snarare än ett maskinproblem.
- Kontrollera och byt ut vakuumpumpoljan vid tillverkarens specificerade intervall - vanligtvis var 500:e till 1 000:e drifttimme - eftersom oljeförorening avsevärt minskar pumpens effektivitet och uppnåbara vakuumnivå.
- Inspektera formtätningspackningar och O-ringar före varje produktionskörning och byt ut omedelbart när slitage, kompression eller skada upptäcks, eftersom även mindre tätningsläckage förhindrar att målvakuumnivån nås.
- Verifiera plattans temperaturjämnhet med jämna mellanrum med en kalibrerad flerpunktsmätning av termoelement och kalibrera om PID-temperaturregulatorerna om avvikelserna överstiger specifikationen.
- Övervaka hydrauloljans tillstånd och filterstatus, byt ut filter och vätska enligt underhållsschemat för att förhindra ventilslitage och cylinderläckage som kan orsaka inkonsekvens i klämkraften.
- Håll plattans ytor rena och fria från gummiavlagringar, eftersom ackumulerade rester skapar ojämn kontakt med mögel och orsakar lokala tryck- och temperaturvariationer som försämrar detaljkvaliteten.