Vad är en vakuumgummivulkaniseringsmaskin och hur fungerar den?
A vakuumgummivulkaniseringsmaskin är en specialiserad del av industriell utrustning som använder kontrollerad värme, tryck och en vakuummiljö för att kemiskt härda rått eller sammansatt gummi till sin slutliga, hållbara form. Vulkaniseringen i sig är den process genom vilken polymerkedjor i gummi tvärbinds - vanligtvis genom svavelbaserade eller peroxidbaserade härdningssystem - omvandlar mjukt, klibbigt och dimensionellt instabilt rågummi till ett material med hög elasticitet, draghållfasthet, nötningsbeständighet och termisk stabilitet. Tillägget av vakuum till vulkaniseringsprocessen är det som skiljer denna maskinklass från konventionell press- eller autoklavhärdningsutrustning.
I en vanlig vulkaniseringspress kan luft fastna mellan gummiblandningen och formytan under stängningsfasen, vilket leder till tomrum, blåsor på ytan, ofullständig utfyllnad av fina detaljområden och inkonsekvent densitet i hela delen. En vakuumgummivulkaniseringsmaskin evakuerar denna luft före och under formningscykeln genom att dra upp ett vakuum inuti en förseglad kammare som omger formen. När atmosfärstrycket avlägsnas flyter gummit jämnt in i varje kontur av formen, gaser lösta i blandningen extraheras och den resulterande härdade delen uppnår en tätare, mer enhetlig mikrostruktur med en överlägsen ytfinish jämfört med icke-vakuumhärdning.
Arbetscykeln för en vakuumvulkaniseringsmaskin följer i allmänhet en fast sekvens: gummiladdningen laddas i formen, formen stängs och försluts i vakuumkammaren, vakuumpumpen evakuerar kammaren till ett målundertryck - typiskt mellan -0,08 MPa och -0,1 MPa - och sedan appliceras värme och hydrauliskt eller pneumatiskt tryck samtidigt för att härda det partiella trycket samtidigt. Cykeltiderna varierar från några minuter till över en timme beroende på gummiblandningen, delens väggtjocklek och härdningstemperaturen, som vanligtvis sträcker sig från 140°C till 200°C för de flesta industriella elastomerer.

Kärnkomponenter och deras funktioner
Att förstå den mekaniska arkitekturen hos en vakuumgummivulkaniseringsmaskin hjälper ingenjörer och inköpsteam att utvärdera utrustningens kvalitet, felsöka prestandaproblem och specificera maskiner korrekt för deras produktionskrav. De stora funktionella delsystemen är nära integrerade och var och en spelar en direkt roll för produktkvaliteten.
Värmeplattor och temperaturkontrollsystem
Värmeplattorna är de primära värmeöverföringsytorna som omger formen och leder värmeenergi in i gummiblandningen under härdning. I de flesta vakuumvulkaniseringsmaskiner värms plattorna upp av elektriska motståndselement inbäddade i bearbetade stål- eller gjutjärnsplåtar, även om ånguppvärmda plattor också används i högvolymsproduktionsmiljöer där en centraliserad ångtillförsel är tillgänglig. Exakt, enhetlig temperaturfördelning över plattans yta är kritisk – temperaturvariationer på mer än ±3°C mellan zoner kan resultera i ojämna härdningstillstånd inom delen, vilket ger områden med underhärdning (mjuka, svaga) tillsammans med områden med överhärdning (skör, nedbruten). Moderna maskiner använder PID (proportional-integral-derivative) temperaturregulatorer med flera oberoende uppvärmningszoner och termoelementåterkoppling för att upprätthålla tät termisk enhetlighet under hela cykeln.
Vakuumsystem och tätningskammare
Vakuumsystemet består av en vakuumpump - vanligtvis en roterande skovel eller torrskruv - ansluten till en förseglad kammare som omsluter formområdet. Tätningsintegriteten hos denna kammare är en av de mest kritiska kvalitetsparametrarna för maskinen: varje läckage i kammarens packningar, dörrtätningar eller tryckplattor kommer att begränsa den uppnåbara vakuumnivån och tillåta luftinträngning under härdningscykeln. Högkvalitativa maskiner använder förstärkta silikon- eller fluorelasttätningar som är klassade för kontinuerlig drift vid härdningstemperaturer. Vakuumnivån övervakas av en vakuummätare och kontrolleras av ett automatiserat ventilsystem som upprätthåller måltrycket från initial evakuering till hela härdningsuppehållstiden.
Hydrauliskt eller pneumatiskt presssystem
Klämkraft appliceras på formen genom en hydraulcylinder eller pneumatiskt manöverdon som driver den övre plattan nedåt mot den nedre plattan. Klämtrycket måste vara tillräckligt för att hålla formhalvorna stängda mot det inre trycket som genereras av gummiblandningen när den värms, mjuknar och flyter under härdningen. Otillräckligt klämtryck orsakar blixt – tunna fenor av härdat gummi som klämmer ut mellan formskiljningslinjerna – medan övertryck kan skada fina formdetaljer eller förvränga tunnväggiga formhåligheter. Hydraulsystem erbjuder mer exakt och justerbar tryckkontroll och är att föredra för produktionsmaskiner. Klämkrafter sträcker sig vanligtvis från några ton på små laboratoriemaskiner till flera hundra ton på stora industripressar som används för fordons- och industritätningskomponenter.
Fördelar med vakuumhärdning jämfört med konventionell vulkanisering
Beslutet att investera i vakuumvulkaniseringsteknik över en konventionell press drivs av de mätbara kvalitetsförbättringarna och processeffektiviteten som den levererar över ett brett utbud av gummiprodukter. Följande fördelar rapporteras konsekvent av tillverkare som har övergått från standardpressning till vakuumhärdning:
- Eliminering av ogiltiga defekter: Instängd luft och flyktiga gaser avlägsnas innan härdningen påbörjas, vilket eliminerar porositets- och blåsdefekter som är vanliga i konventionellt pressade gummidelar, särskilt i tjocka tvärsnitt och slutna kavitetsgeometrier.
- Överlägsen ytfinish: Utan någon luftbarriär mellan blandningen och formytan, replikerar gummit fin formstruktur och detaljer med mycket större tillförlitlighet, vilket ger delar med jämnare, mer konsekventa ytor som kräver mindre efterhärdning.
- Förbättrade mekaniska egenskaper: Delar härdade under vakuum uppvisar högre draghållfasthet, bättre töjning vid brott och mer konsekvent hårdhet eftersom polymernätverket bildas utan inre diskontinuiteter orsakade av innesluten gas.
- Bättre sammansatt flöde och mögelfyllning: Vakuumassisterat flöde tillåter gummiblandningar att helt fylla komplexa formgeometrier – inklusive underskärningar, tunna ribbor och passager med liten diameter – som skulle fånga in luft och resultera i korta skott i icke-vakuumförhållanden.
- Lägre skrot- och avvisningsfrekvens: Kombinationen av eliminering av defekter och konsekvent processkontroll minskar direkt andelen delar som kasseras under kvalitetskontroll, vilket förbättrar utbytet och minskar materialspill.
- Kompatibilitet med känsliga föreningar: Vissa specialgummiblandningar - inklusive silikon, fluorelastomer (FKM) och EPDM-formuleringar - innehåller mjukgörare med låg kokpunkt eller processhjälpmedel som kan förångas och orsaka defekter under atmosfäriska härdningsförhållanden. Vakuumhärdning hanterar dessa flyktiga ämnen effektivt.
Branscher och applikationer som förlitar sig på vakuumvulkanisering
Vakuumgummivulkaniseringsmaskiner används inom ett brett spektrum av industrier där dimensionell precision, ytkvalitet och inre integritet hos gummikomponenter inte är förhandlingsbara. Följande sektorer representerar de primära tillämpningsområdena:
- Tätningssystem för fordon: Dörrtätningar, fönsterkanaltätningar, motorpackningar, O-ringar och vibrationsdämpande fästen kräver felfritt härdat gummi med snäva dimensionstoleranser. Vakuumhärdning är standardpraxis för tätningstillämpningar i premiumfordon.
- Flyg och försvar: Flygplans bränslesystemtätningar, hydrauliska O-ringar och vibrationsisolatorer gjorda av fluorelastomer eller silikon vakuumhärdas rutinmässigt för att uppfylla stränga flygkvalitetsstandarder som förbjuder inre hålrum i strukturella elastomerkomponenter.
- Medicinsk och farmaceutisk utrustning: Silikonmembran, membran, slangkomponenter och tätningar som används i medicinsk utrustning och farmaceutisk bearbetningsutrustning måste vara fria från inre porositet som kan innehålla föroreningar eller äventyra mekaniska prestanda vid kritisk drift.
- Elektronik och elektrisk isolering: Gummiknappsatser, kontakttätningar, kabelisoleringskomponenter och silikonkapslingsdelar för elektronik kräver de konsekventa dielektriska egenskaperna och ytkvaliteten som vakuumhärdning ger.
- Skotillverkning: Vakuumvulkaniseringsmaskiner används ofta i skosulproduktion - särskilt för EVA- och gummiyttersulor - där luftfickor skulle skapa svaga punkter i sulstrukturen och påverka bindningen mellan skikten.
- Industrirullar och foder: Gummitäckta rullar för tryckning, textilbearbetning och papperstillverkning är vakuumhärdade för att säkerställa fullständig vidhäftning av gummit till metallkärnan och jämn hårdhet över rullytan.
Typer och konfigurationer av vakuumvulkaniseringsmaskiner
Vakuumgummivulkaniseringsmaskiner finns tillgängliga i flera konfigurationer anpassade till olika produktionsskalor, delstorlekar och processkrav. Att välja rätt konfiguration är ett viktigt steg i utrustningsspecifikationen.
| Maskintyp | Konfiguration | Bäst lämpad för |
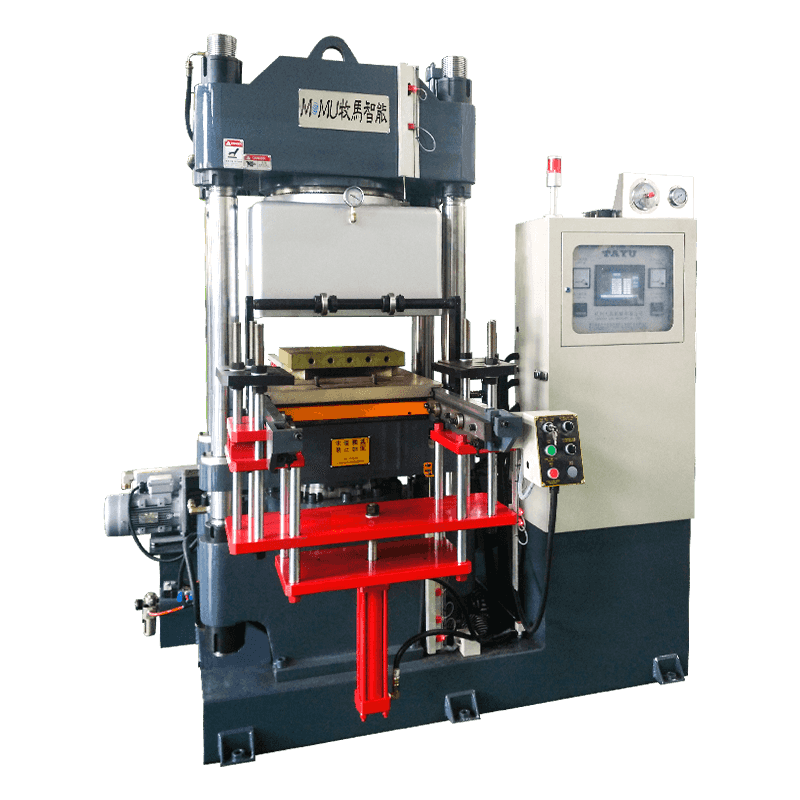
| Single-Daylight Vakuumpress | En formöppning mellan två uppvärmda plattor | Små till medelstora delar, laboratorie- och prototyparbete |
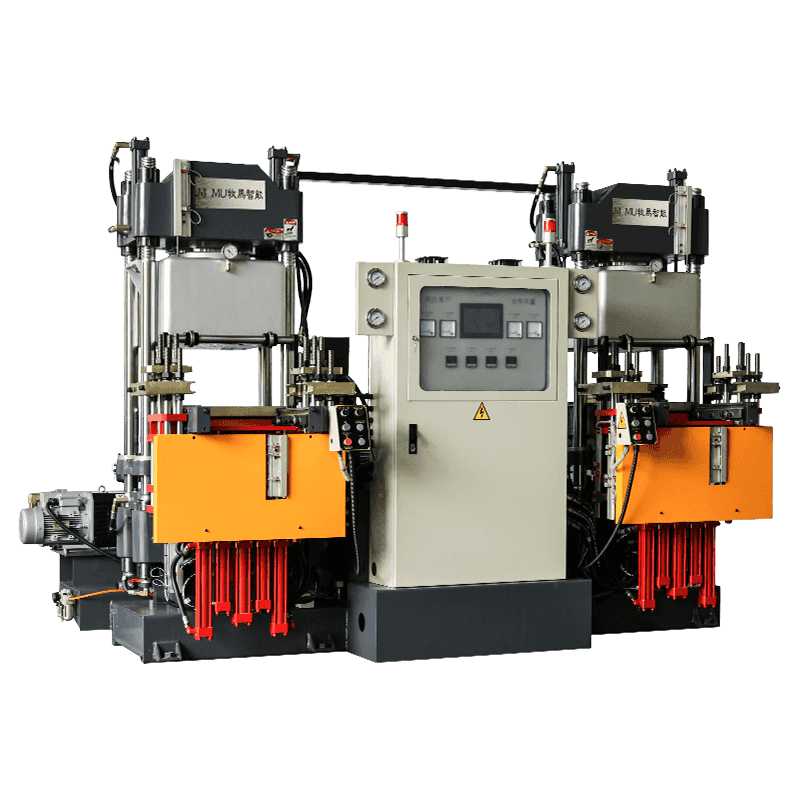
| Flerdagsljus vakuumpress | Flera mögelnivåer härdas samtidigt | Platta delar i stora volymer, arkvaror, skosulor |
| Vakuumpåse / Autoklavsystem | Flexibel vakuumpåse omsluter en del i uppvärmd kammare | Stora, komplexa delar och kompositgummilaminat |
| Roterande vakuumvulkaniseringsmaskin | Formrotation i karusellstil genom härdningsstationer | Kontinuerlig högproduktion av små enhetliga detaljer |
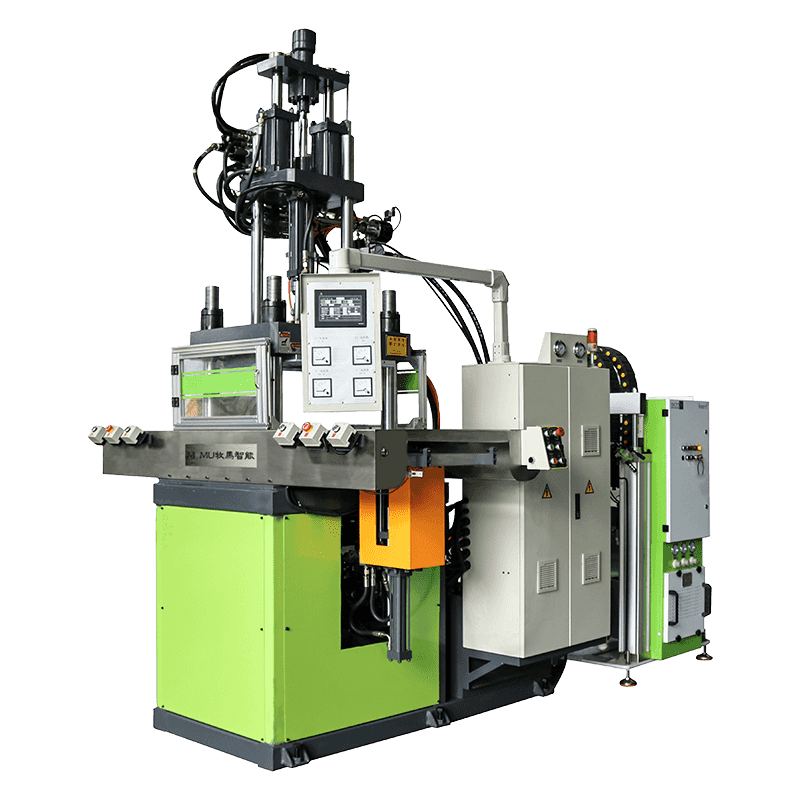
| Injektionsvakuumvulkaniseringspress | Kombinerar vakuumkammare med gummiinsprutningsenhet | Precisionsformade tätningar och tekniska gummidelar |
Viktiga faktorer att utvärdera när du köper en vakuumgummivulkaniseringsmaskin
Att investera i en vakuumvulkaniseringsmaskin är ett betydande kapitalbeslut, och specifikationsprocessen kräver noggrann utvärdering av både nuvarande produktionskrav och förväntade framtida behov. Att skynda på urvalsprocessen eller enbart fokusera på pris leder ofta till utrustning som underpresterar, kräver kostsamma uppgraderingar eller inte uppfyller kvalitetscertifieringar som krävs av nyckelkunder.
Plattstorlek och klämkraft
Plattans dimensioner måste rymma den största formen du tänker köra, med tillräcklig marginal runt formens omkrets för att säkerställa jämn tryckfördelning. Klämkraften måste beräknas baserat på det projicerade kavitetstrycket för gummiblandningen vid härdningstemperatur multiplicerat med den totala projicerade arean av alla kaviteter i formen. Underdimensionerad klämkraft leder till blixt; överdimensionerade maskiner förbrukar mer energi och golvyta än nödvändigt. Begär tekniska beräkningar från maskinleverantören baserat på dina specifika form- och sammansättningsdata innan du slutför specifikationen.
Vakuumnivå och pumpkapacitet
Den uppnåbara vakuumnivån är ett direkt mått på hur effektivt maskinen tar bort luft och gaser från mögelmiljön. Ange målvakuumnivån – vanligtvis -0,095 MPa eller bättre för krävande applikationer – och bekräfta att pumpen står stilla för att nå denna nivå med en laddad form på plats. Pumpkapaciteten (mätt i m³/h eller CFM) måste anpassas till vakuumkammarens volym plus eventuell dödvolym i anslutningsrör. Maskiner med underdimensionerade pumpar tar för lång tid att nå målvakuumnivåerna, vilket förlänger cykeltiderna och minskar effekten.
Styrsystem och dataloggning
Moderna vakuumvulkaniseringsmaskiner bör vara utrustade med en programmerbar logisk styrenhet (PLC) och ett pekskärmsgränssnitt mellan människa och maskin (HMI) som gör det möjligt för operatörer att lagra och återkalla flerstegshärdningscykler, övervaka alla processparametrar i realtid och generera produktionsrekord för kvalitetsspårbarhet. För kunder inom fordons- och flygindustrins leveranskedjor är dataloggning av temperatur, tryck, vakuumnivå och cykeltid för varje produktionsbatch ett standardrevisionskrav. Kontrollera att maskinens kontrollsystem uppfyller dokumentationskraven för ditt kvalitetsledningssystem innan köp.
Underhållsmetoder som skyddar maskinens prestanda
Den långsiktiga tillförlitligheten hos en vakuumgummivulkaniseringsmaskin beror i hög grad på ett strukturerat förebyggande underhållsprogram fokuserat på de komponenter som är mest utsatta för slitage och nedbrytning i en produktionsmiljö med hög temperatur och hög cykel.
- Vakuumtätningsinspektion: Kammardörrar och platta tätningar bör inspekteras med avseende på kompressionssättning, sprickor eller ytföroreningar vid varje underhållsintervall. Förslitna tätningar är den vanligaste orsaken till vakuumförlust och bör bytas ut på schemalagd basis istället för att vänta på synligt fel.
- Vakuumpumpunderhåll: Roterande skovelpumpar kräver regelbundna oljebyten - förorenad eller nedbruten pumpolja minskar avsevärt uppnåbara vakuumnivåer. Torrskruvpumpar kräver periodisk rotor- och lagerinspektion. Följ tillverkarens rekommenderade serviceintervall strikt.
- Verifiering av plattans planhet: Med tiden kan upprepade termiska cykler och mekanisk belastning göra att tryckplattornas ytor utvecklas camber eller lokala låga fläckar som resulterar i ojämn tryckfördelning över formen. Kontrollera plattans platthet med jämna mellanrum med en precisionsrät kant och avkännarmätare.
- Hydraulsystemservice: Hydraulolja bör provtas och analyseras årligen för partikelförorening och försämring av viskositeten. Cylindertätningar och slanganslutningar bör inspekteras för läckor vid varje förebyggande underhållsbesök.
- Kalibrering av termoelement och styrenhet: Temperaturmätningsnoggrannheten avviker över tiden när termoelementövergångar åldras. Årlig kalibrering av alla temperatursensorer mot en spårbar referensstandard är avgörande för att bibehålla härdningskonsistens och för att uppfylla kraven på kvalitetssystemets revision.
En vakuumgummivulkaniseringsmaskin representerar en av de mest tekniskt kompletta lösningarna som finns för att producera högkvalitativa, defektfria gummikomponenter i produktionsskala. Genom att kombinera exakt termisk styrning, hydraulisk fastspänning och vakuumassisterad avgasning i ett enda integrerat system, löser den de mest ihållande kvalitetsutmaningarna inom gummigjutning och positionerar tillverkare för att möta de allt mer krävande specifikationerna för fordons-, flyg-, medicin- och industrimarknaderna de betjänar.