Hur tillverkas silikon? Kemin bakom materialet
Silikon är en syntetisk polymer vars ryggrad är byggd av alternerande kisel- och syreatomer - en struktur känd som en siloxankedja - snarare än kol-till-kol-ryggraden som finns i organisk plast som polyeten eller polypropen. Denna grundläggande skillnad i molekylär arkitektur är det som ger silikon dess extraordinära termiska stabilitet, kemiska tröghet, flexibilitet över ett brett temperaturområde och motståndskraft mot UV-nedbrytning. Att förstå hur silikon tillverkas från dess råa elementära ursprung till en färdig elastomer hjälper ingenjörer, produktdesigners och tillverkare att förstå varför detta material beter sig som det gör och varför det bearbetas annorlunda än konventionella termoplastiska hartser.
Produktionen av silikon börjar med kisel - det näst vanligaste grundämnet i jordskorpan, som främst finns i form av kiseldioxid (SiO₂), allmänt känd som kvarts eller kiseldioxidsand. Avgörande är att kiselelementet är kemiskt skilt från silikonpolymeren. Kisel i sin råa form är inte naturligt mjukt, flexibelt eller kemiskt stabilt under olika förhållanden; det är en hård, spröd metalloid. Att omvandla den till den mångsidiga silikonpolymeren som används i medicinsk utrustning, biltätningar, konsumentvaror och industriella komponenter kräver en kemisk process i flera steg som introducerar kolbaserade organiska grupper på kiselryggraden, vilket i grunden förändrar dess egenskaper.

Från kvarts till kiselmetall: Det första produktionsstadiet
Det första steget i att tillverka silikon är reduktionen av kiseldioxid till metallurgisk kiselmetall. Detta åstadkoms i stora ljusbågsugnar där kvartsit (en högren form av kvarts) värms upp till temperaturer över 1 800°C i närvaro av kolrika reduktionsmedel som kol, koks och träflis. Kolet reagerar med syret i kiseldioxid, frigör koldioxid och lämnar kvar flytande kiselmetall med en renhet på cirka 98–99 %. Detta material är känt som metallurgisk kisel (MG-Si) och fungerar som den kritiska råvaran för silikonpolymerproduktion.
Det smälta kislet gjuts till göt, får svalna och krossas sedan till pulver eller granulat för vidare kemisk bearbetning. I detta skede är kislet fortfarande långt ifrån en polymer - det måste genomgå en sekvens av kemiska reaktioner som fäster organiska metylgrupper till kiselatomerna, vilket skapar organoklorsilan-mellanprodukterna som fungerar som byggstenarna i alla kommersiella silikonprodukter.
Müller-Rochow-processen: Bygga silikonmonomeren
Den industriella produktionen av silikonmonomerer domineras av Müller-Rochows direkta process, som utvecklades oberoende på 1940-talet. I denna process reagerar pulverformig kiselmetall med metylkloridgas (CH3Cl) i närvaro av en kopparkatalysator vid temperaturer mellan 250°C och 350°C. Denna reaktion ger en blandning av klorsilanföreningar, varav den kommersiellt viktigaste är dimetyldiklorsilan — (CH3)2SiCl2. Denna molekyl är den primära monomeren från vilken den stora majoriteten av kommersiella silikoner slutligen härrör.
Den klorsilanblandning som produceras genom den direkta processen separeras genom fraktionerad destillation i sina individuella komponenter, som var och en har en distinkt reaktivitet och producerar olika silikonpolymerstrukturer när de hydrolyseras. Dimetyldiklorsilan, när den utsätts för vatten, genomgår snabb hydrolys - kloratomerna ersätts av hydroxylgrupper - och de resulterande silanolmellanprodukterna kondenserar spontant med varandra för att bilda polydimetylsiloxan (PDMS) kedjor. Beroende på reaktionsbetingelserna, kedjelängden och den specifika blandningen av klorsilanmonomerer som används, kan den resulterande polymeren vara en lågviskös vätska, ett viskös gummi eller en baspolymer med hög molekylvikt som är lämplig för blandning till silikongummi.
Sammansatt silikongummi: från baspolymer till formbart material
Enbart rå polydimetylsiloxanpolymer är inte lämplig för formsprutning. Den måste blandas med en rad tillsatser som justerar dess hårdhet, draghållfasthet, töjning, termisk motståndskraft, färg och härdningsegenskaper för att matcha specifika applikationskrav. Det här blandningsstadiet är där det funktionella silikongummimaterialet som används i formsprutningsmaskiner faktiskt skapas, och det involverar noggrann formulering av materialkemister som balanserar konkurrerande egenskapskrav mot processbegränsningar.
- Förstärkande fyllmedel: Pyrogen kiseldioxid är det mest använda förstärkande fyllmedlet i silikongummiblandningar. Tillsatt vid belastningar på 20–50 viktprocent ökar pyrogen kisel dramatiskt draghållfastheten och rivhållfastheten genom att interagera med polymerkedjorna i molekylär skala. Utan förstärkning har ren silikonpolymer mycket låg mekanisk hållfasthet.
- Tvärbindningsmedel: För att omvandla den linjära eller lätt grenade silikonpolymeren till ett tredimensionellt elastomeriskt nätverk måste tvärbindningsmedel inkorporeras. För högkonsistensgummi (HCR) som används i konventionell formsprutning är organiska peroxider det traditionella tvärbindningsmedlet. För flytande silikongummi (LSR) är ett platinakatalyserat tillsatshärdningssystem standard, som erbjuder snabbare härdningscykler och utmärkt egenskapskonsistens.
- Pigment och färgämnen: Silikon är naturligt genomskinligt och tar lätt emot pigmentering. Järnoxid, titandioxid och organiska pigment införlivas under blandningen för att producera hela spektrumet av färger som krävs av konsumentprodukter och tillverkare av medicintekniska produkter.
- Processhjälpmedel: Små tillsatser av processhjälpmedel som silikonoljor eller vaxer förbättrar blandningens flödesbeteende under formsprutning, minskar kraven på insprutningstryck och förbättrar formfyllningen i komplexa kavitetsgeometrier.
- Funktionella tillsatser: Beroende på slutapplikationen kan ytterligare medel inkorporeras - flamskyddsmedel för elektriska isoleringskomponenter, antimikrobiella medel för medicinska produkter och produkter i kontakt med livsmedel, eller termiska stabilisatorer för användningar vid högtemperaturservice.
Typer av silikon som används vid formsprutning: HCR vs LSR
Två distinkta former av silikongummi bearbetas i formsprutningsmaskiner, och de skiljer sig avsevärt i deras fysiska tillstånd, bearbetningsbeteende och vilken typ av maskin som krävs för att hantera dem. Att välja mellan högkonsistensgummi (HCR) och flytande silikongummi (LSR) är ett av de mest följdriktiga materialbesluten inom silikonproduktutveckling, som direkt påverkar detaljkvalitet, cykeltid, verktygsdesign och produktionsekonomi.
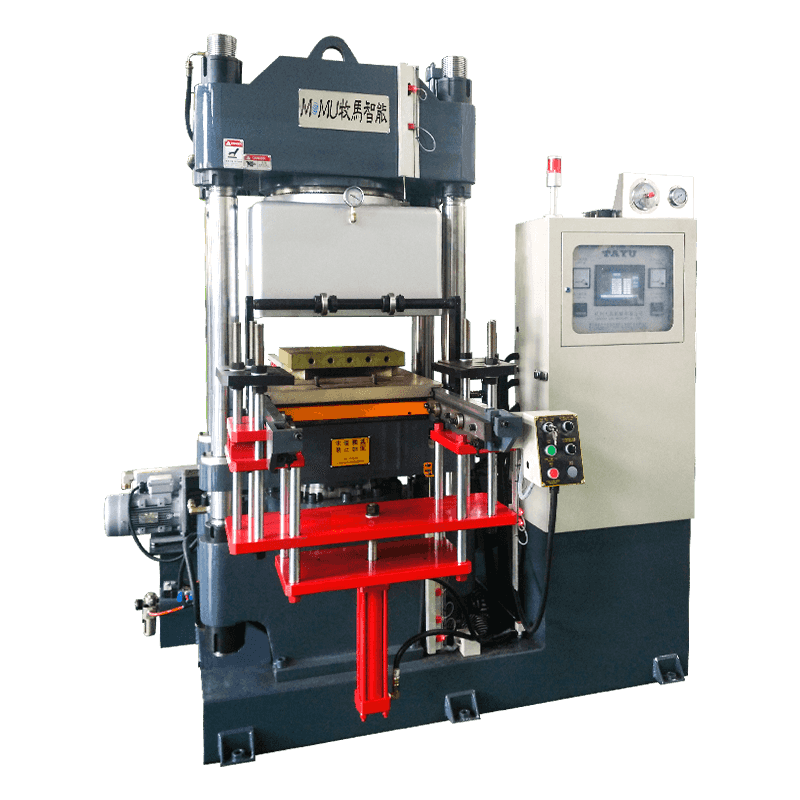
High Consistency Rubber (HCR)
HCR är ett fast, kittliknande material vid rumstemperatur med en konsistens som liknar styv bröddeg. Den har en hög molekylvikt - vanligtvis över en miljon g/mol - och måste förvärmas och bearbetas innan den flyter tillräckligt för att injiceras i en formhålighet. HCR-föreningar härdas vanligtvis med hjälp av organiska peroxider vid temperaturer på 150–200°C, och efterhärdning vid förhöjda temperaturer krävs ofta för att fullt ut utveckla mekaniska egenskaper och avlägsna kvarvarande peroxidnedbrytningsbiprodukter. HCR är väletablerat för tillverkning av tätningar, packningar, slangar och kabeltillbehör, och det kan bearbetas på modifierade gummiformsprutningsmaskiner eller formpressar.
Flytande silikongummi (LSR)
LSR är ett tvåkomponents pumpbart vätskesystem som levereras i separata fat – Komponent A innehåller baspolymeren och platinakatalysatorn, medan komponent B innehåller baspolymeren och tvärbindaren (vanligtvis en silikonhydridförening). De två komponenterna mäts i ett exakt förhållande på 1:1, blandas i en statisk eller dynamisk mixer och injiceras i en uppvärmd form där den platinakatalyserade tillsatshärdningsreaktionen sker snabbt, vanligtvis inom 10–60 sekunder vid formtemperaturer på 150–220°C. LSR producerar inga härdningsbiprodukter, kräver ingen efterhärdning och levererar exceptionell detaljkonsistens med dimensionell precision som är svår att uppnå med HCR. Det är det föredragna materialet för högvolymproduktion av medicinsk utrustning, spädbarnsvårdsprodukter, bärbara teknologikomponenter och industriella precisionstätningar.
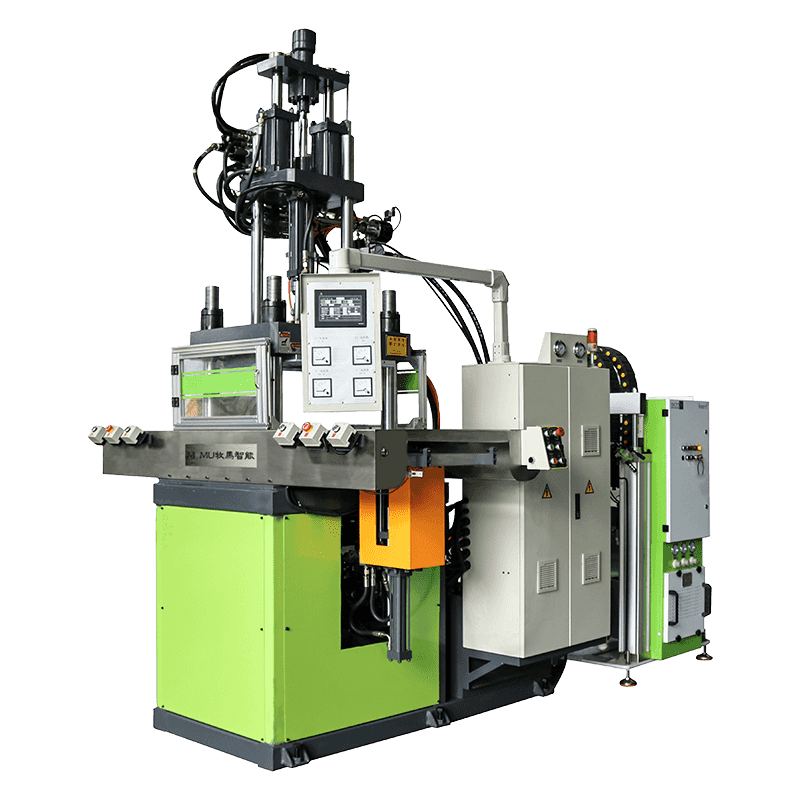
Hur en formsprutningsmaskin av silikon/gummi fungerar
Ett silikon eller gummiformsprutningsmaskin skiljer sig fundamentalt från en vanlig termoplastformsprutningsmaskin i flera kritiska avseenden, driven av silikonets och gummits härdplastiska natur – material som härdar oåterkalleligt vid uppvärmning snarare än att mjukna när de värms upp som termoplaster gör. I en termoplastmaskin värms cylindern och skruven för att smälta materialet, och formen kyls för att stelna delen. I en formsprutningsmaskin av silikon/gummi måste materialet hållas kallt genom hela injektionssystemet för att förhindra för tidig härdning, samtidigt som formen värms upp för att utlösa och fullborda vulkanisering.
För LSR-bearbetning är insprutningsenheten utrustad med ett tvåkomponents doserings- och blandningssystem som drar från de två materialtrummorna med hjälp av precisionskugghjulspumpar, blandar dem i korrekt förhållande genom en statisk blandarenhet och levererar det blandade materialet till en kall injektionscylinder. Cylinder- och skruvenheten kyls – vanligtvis med kylt vatten vid 5–15°C – för att hålla LSR under dess aktiveringstemperatur under injektionscykeln. När materialet injiceras i den uppvärmda formen (150–220°C), aktiverar den dramatiska temperaturökningen platinakatalysatorn och härdningsreaktionen fortsätter till fullbordan på några sekunder.
Nyckelkomponenter i en silikon-/gummiformsprutningsmaskin
| Komponent | Funktion | Nyckelspecifikation |
| Tvåkomponents mätenhet | Mäter och pumpar LSR-komponenterna A och B noggrant | Förhållandets noggrannhet ±0,5 % eller bättre |
| Statisk/dynamisk mixer | Blandar A- och B-komponenter homogent före injektion | Blandningseffektivitet, lågskjuvningsuppvärmning |
| Kallinsprutningsrör och skruv | Transporterar och injicerar material samtidigt som det förhindrar för tidig härdning | Kylvattenkylning, 5–15°C |
| Uppvärmd spännenhet och form | Håller formen stängd under tryck och tillför härdande värme | 150–220°C, klämkraft per kavitet |
| Cold Runner System | Levererar material till hålrum utan att slösa ut härdat sprue | Nästan noll avfall, termiskt isolerat |
| Styrsystem (CNC/PLC) | Hanterar insprutningshastighet, tryck, temperatur och timing | Processens repeterbarhet, dataloggning |
Formdesignöverväganden som är specifika för silikonformsprutning
Formdesign för silikonformsprutning kräver noggrann uppmärksamhet på faktorer som skiljer sig väsentligt från termoplastverktyg. Silikons låga viskositet i LSR-form - ofta jämfört med tung grädd- eller pannkakssmet - betyder att det lätt kommer att flyta in i det minsta gapet mellan formens delningsytor, vilket ger blixt som måste tas bort i efterbearbetningen. Blixtfri eller nästan blixtfri silikonformning kräver extremt snäva planhetstoleranser för skiljeytan, vanligtvis inom 2–5 mikron, och precisionsslipat verktygsstål med hårdhet över 48 HRC för att bibehålla dessa toleranser under miljontals cykler.
Ventilering är kritisk i silikonformdesign eftersom luft som är instängd i hålrumsfickor inte kan fly genom materialet som det gör i vissa porösa processer - instängd luft producerar tomrum, korta skott eller ytdefekter. Avluftningskanaler så grunda som 3–8 mikron är inbyggda vid delningslinjen och vid de sista påfyllningspunkterna i varje hålighet. Utstötningssystemets design måste också ta hänsyn till den höga flexibiliteten och ytklibbigheten hos härdade silikondelar - borttagning utan att slita sönder eller förvränga tunnväggiga detaljer kräver vanligtvis noggrann dragvinkeldesign, ytstruktur eller användning av antividhäftningsbeläggningar som PTFE eller plasmaytor på hålrumsytor.
Branscher och applikationer som betjänas av silikonformsprutning
Kombinationen av silikons exceptionella materialegenskaper och precisionen som kan uppnås genom formsprutning gör silikon-/gummiformsprutningsmaskiner centrala i produktionen inom en anmärkningsvärt mångfald av industrier. Varje sektor utnyttjar en distinkt delmängd av silikons prestandaegenskaper, och förmågan att producera komplexa geometrier med snäva toleranser vid höga volymer gör formsprutning till den föredragna produktionsmetoden i dem alla.
- Medicinsk och farmaceutisk: Silikons biokompatibilitet, steriliserbarhet och kemiska tröghet gör det till det valda materialet för kateterkomponenter, implanterbara enhetstätningar, kirurgiska instrumentgrepp, andningsmasker och läkemedelstillförselventilmembran. LSR formsprutning gör att dessa delar kan tillverkas enligt klass III standarder för medicinsk utrustning med fullständig processvalidering och spårbarhet.
- Fordon: Anslutningstätningar, genomföringsringar, tändstiftsskydd, turboladdarslangar och packningar för applikationer under motorhuven förlitar sig på silikonets förmåga att bibehålla tätningsprestanda vid temperaturer från -60°C till över 200°C under fordonets livslängd.
- Konsumentelektronik: Skyddsöverdrag, knappmembran, vattentäta tätningar för bärbara enheter och hörlursspetsar är formsprutade av LSR i verktyg med hög kavitation som producerar miljontals delar per år med konsekvent dimensionell noggrannhet.
- Spädbarns- och ungdomsprodukter: Flasknipplar, nappar, bitringar och matskedsspetsar gjorda av livsmedelsklassade och FDA-kompatibla LSR-föreningar tillverkas i formar med flera hålrum med strikta hygieniska tillverkningsprotokoll.
- Industri och energi: Elektriska isolatorskjul för högspänningsöverföringsutrustning, pumpmembran, backventiler och kemiska processtätningar utnyttjar silikons kombination av elektrisk resistivitet, UV-stabilitet och kemisk beständighet i krävande utomhus- och processmiljöer.
Från kvartsitmalmen som matas in i ljusbågsugnar till den precisionsgjutna silikontätningen på ett medicinskt implantat är silikonets resa från råmaterial till färdig produkt en av industriell kemi och precisionsteknik som arbetar i nära samordning. Silikon/gummi formsprutningsmaskinen sitter i centrum av denna värdekedja — förvandlar en noggrant formulerad härdplast polymer till dimensionellt exakta, högpresterande komponenter som är inbäddade osynligt men oumbärligt i produkterna som definierar det moderna livet.