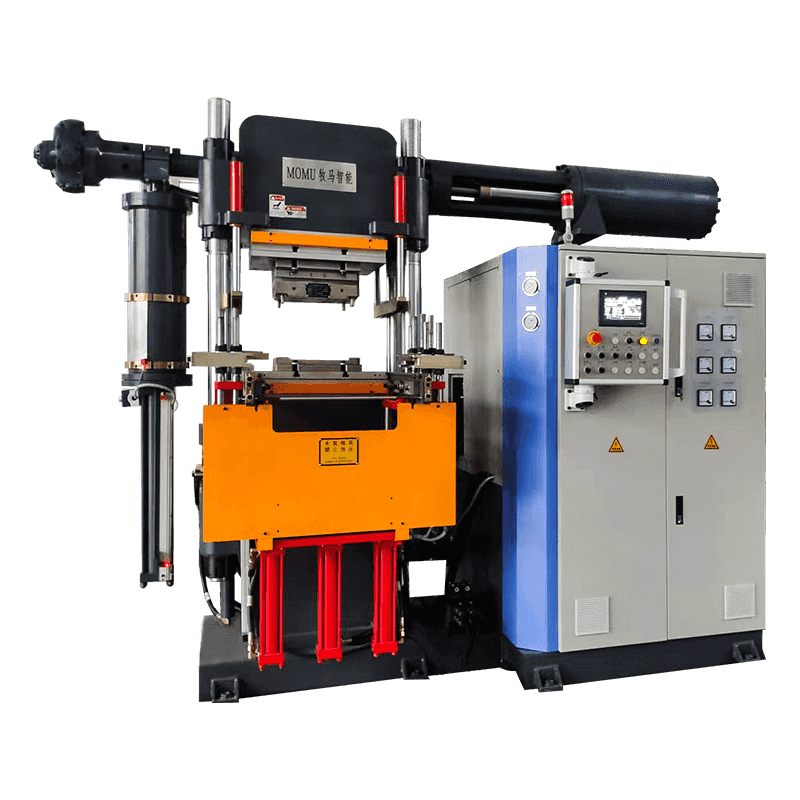
Hur en gummiformsprutningsmaskin fungerar
A gummiformsprutningsmaskin bearbetar rågummiblandningar till exakt formade färdiga delar genom att under högt tryck tvinga in uppvärmt, mjukgjort gummimaterial i ett slutet formhålrum, där det vulkaniserar - kemiskt tvärbinder - till en stabil, elastisk fast substans. Till skillnad från termoplastformsprutning, som smälter och återsmälter samma material, bygger gummiformsprutning på en irreversibel vulkaniseringsreaktion utlöst av värme och tid. När gummit har härdat inuti formen kan det inte smältas om eller reformeras, vilket innebär att varje processparameter måste ställas in korrekt innan full produktion påbörjas.
Processen börjar med att gummiblandningen matas in i maskinens plasteringsenhet - vanligtvis en skruv-och-cylinder-enhet - där den värms upp till en noggrant kontrollerad förvärmningstemperatur, vanligtvis mellan 70 °C och 100 °C, vilket gör den flytbar utan att utlösa för tidig vulkanisering. Skruvrotationen homogeniserar blandningen och bygger insprutningstrycket. När formen är stängd och fastklämd driver injektionsenheten det mjukgjorda gummit genom en inlopp, löpare och portar in i formhåligheterna. Själva formen värms upp till en högre temperatur - vanligtvis mellan 160°C och 200°C - där vulkaniseringsmedlet aktiveras och gummit härdar inom en definierad härdningstid innan formen öppnas och delen skjuts ut.
Kärnkomponenter och deras funktioner
Att förstå den funktionella rollen för varje huvudkomponent hjälper operatörer att diagnostisera problem, optimera processinställningar och fatta välgrundade beslut när de jämför maskinspecifikationer från olika tillverkare.
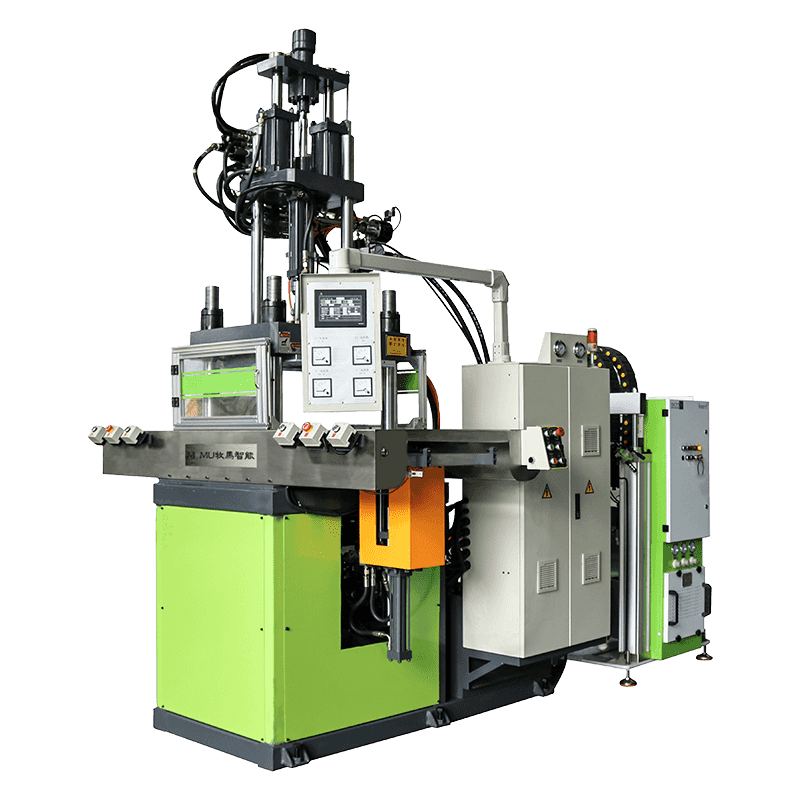
Injektionsenhet
Insprutningsenheten består av en uppvärmd cylinder, en fram- och återgående skruv och ett munstycke. Skruven tjänar ett dubbelt syfte: den roterar för att mjukgöra och föra gummiblandningen framåt, och fungerar sedan som en kolv för att injicera det ackumulerade skottet av material i formen. Skruvgeometrin för gummi skiljer sig från den som används i termoplastmaskiner - gummiskruvar har vanligtvis ett lägre kompressionsförhållande och grundare flygningar för att undvika att generera överdriven friktionsvärme som kan orsaka svedning, vilket är för tidig vulkanisering inuti cylindern innan materialet når formen.
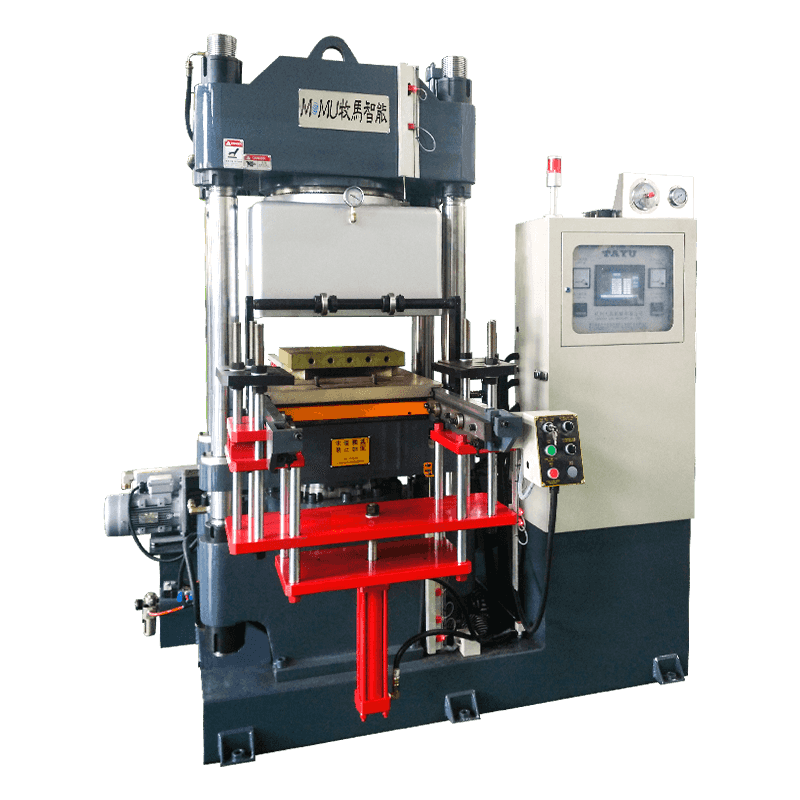
Spännenhet
Klämenheten håller de två halvorna av formen samman mot kraften som genereras av insprutningstrycket. Spännkraften mäts i kilonewton (kN) eller ton och måste överstiga den projicerade ytan av formhålrummen multiplicerat med insprutningstrycket. Otillräcklig klämkraft orsakar blixt - tunna fenor av överflödigt gummi vid avskiljningslinjen - vilket ökar kostnaden genom trimning och äventyrar delens dimensionella noggrannhet. De flesta gummiinsprutningsmaskiner använder hydrauliska klämsystem, även om vippassisterade och direkta hydrauliska konfigurationer erbjuder olika hastighets- och kraftegenskaper som passar olika produktionskrav.
Mögel och värmesystem
Formen är verktygselementet som definierar den färdiga delens geometri. För gummiinjektion värms formar upp - oftast med elpatronvärmare eller cirkulerande het olja - för att upprätthålla en stabil vulkaniseringstemperatur över hela kavitetens yta. Temperaturens enhetlighet i formen är avgörande: heta fläckar orsakar överhärdning och försämrade materialegenskaper, medan kalla fläckar leder till underhärdade delar som inte fungerar. Högkvalitativa formar inkluderar temperatursensorer placerade nära varje kavitet för att möjliggöra övervakning och korrigering i realtid under produktionen.
Styrsystem
Moderna gummiformsprutningsmaskiner är utrustade med PLC-baserade eller PC-baserade styrsystem som tillåter operatörer att programmera och lagra kompletta processrecept som täcker cylindertemperaturzoner, insprutningshastighetsprofiler, insprutningstryck, hålltryck, härdningstid, formtemperatur och utstötningssekvens. Möjligheten att spara och återkalla recept är särskilt viktig i flerproduktsanläggningar där maskiner regelbundet växlas mellan olika gummiblandningar och detaljgeometrier, som var och en kräver en distinkt uppsättning parametrar.
Viktiga processparametrar som varje operatör måste kontrollera
Kvaliteten på formsprutade gummidelar bestäms av hur exakt processparametrarna ställs in och upprätthålls under en produktionsomgång. Följande parametrar samverkar med varandra, vilket innebär att en förändring i en ofta kräver justering i andra för att bibehålla detaljkvaliteten.
| Parameter | Typiskt intervall | Effekt om för låg | Effekt om för hög |
| Fattemperatur | 70°C – 100°C | Dåligt flöde, ofullständig fyllning | Svida, för tidig bot |
| Mögeltemperatur | 160°C – 200°C | Underhärdade, svaga delar | Överhärdning, ytförsämring |
| Insprutningstryck | 80 – 200 MPa | Korta skott, tomrum | Blixt, mögelskador |
| Härdningstid | 30 sek – 10 min | Klibbiga, underhärdade delar | Sköra, överhärdade delar |
| Insprutningshastighet | Applikationsspecifik | Sticka linjer, ofullständig fyllning | Strålning, luftinstängning |
Härdningstiden är den parameter som har den mest direkta inverkan på cykeltiden och därmed produktionseffekten. Det måste bestämmas genom reometertestning av den specifika gummiblandning som används, eftersom olika formuleringar - naturgummi, EPDM, silikon, NBR, neopren - var och en har sin egen vulkaniseringskinetik. Ett försök att förkorta härdningstiden utöver vad blandningens kemi tillåter resulterar i underhärdade delar som kan klara den första inspektionen men misslyckas i förtid under drift.
Branscher och tillämpningar där dessa maskiner används
Gummiformsprutningsmaskiner betjänar ett brett spektrum av industrier där snäva dimensionstoleranser, jämna materialegenskaper och höga produktionsvolymer samtidigt krävs. Fordonssektorn står för en stor andel av den globala gummiformsprutningskapaciteten och producerar tätningar, packningar, genomföringar, vibrationsdämpare, O-ringar och väderavisolering – komponenter som måste fungera tillförlitligt över extrema temperaturintervall och långa livslängder. Gummidelar av fordonskvalitet är vanligtvis gjutna av EPDM-, NBR- eller silikonföreningar utvalda för deras motståndskraft mot specifika vätskor, temperaturer och miljöförhållanden.
Den medicintekniska industrin är en annan stor användare av gummiformsprutning, särskilt för silikonkomponenter. Formsprutning av flytande silikongummi (LSR) är en specialiserad variant av processen som hanterar tvåkomponents platinahärdade silikonsystem, som producerar delar som kirurgiska tätningar, kateterkomponenter, andningsmasker och komponenter för läkemedelsleveransanordningar. LSR-gjutning kräver dedikerade maskinkonfigurationer med kylda injektionscylindrar - motsatsen till konventionell gummigjutning - eftersom materialet härdar snabbt vid formtemperaturer men måste hållas kallt i cylindern för att förhindra för tidig gelning.
- Fordon: Dörr- och fönstertätningar, motorpackningar, vibrationsisolatorer, bromskomponenter, slangkopplingar och genomföringar under huven som kräver värme- och vätskebeständighet.
- Medicinsk och farmaceutisk: Silikonproppar för flaskor, sprutkomponenter, implanterbara tätningar, andningsanordningsmembran och vätskehanteringskomponenter som kräver biokompatibilitet och steriliseringsresistens.
- Elektronik: Knappsatsknappar, kontakttätningar, vibrationsdämpande kuddar och höljespackningar som skyddar kretskort från fukt och mekaniska stötar.
- Industrimaskiner: Hydrauliska tätningar, pneumatiska O-ringar, transportbandskomponenter, pumpmembran och kopplingselement som arbetar under kontinuerlig mekanisk påfrestning.
- Konsumtionsvaror: Skosulor, handtag, tätningar för köksapparater, babyprodukter och delar till sportartiklar där både taktil kvalitet och hållbarhet spelar roll.
Jämför gummiformsprutning med överförings- och formpressning
Gummiformsprutning är inte den enda tillgängliga processen för tillverkning av gummidelar. Transfergjutning och formpressning är äldre, enklare alternativ som fortfarande används i stor utsträckning. Att förstå var varje process utmärker sig hjälper tillverkare att välja rätt metod för en given detaljgeometri, volymkrav och budget.
Formpressning placerar en förvägd bit av ohärdat gummi direkt i ett öppet formhålrum och stänger sedan formen under hydrauliskt tryck och värme. Det är det enklaste och billigaste verktygsalternativet men ger högre nivåer av blixt, mindre dimensionell konsistens och längre cykeltider jämfört med injektion. Det är fortfarande praktiskt för stora, enkla detaljer med låga produktionsvolymer där verktygskostnadsmotivering är viktigare än cykeltidseffektivitet. Transfergjutning använder en kruka och kolv för att trycka gummi från en behållare genom inloppshål in i en stängd form, vilket ger bättre dimensionskontroll än kompression men producerar fortfarande materialavfall från överföringskärlet som måste kasseras. Formsprutning eliminerar det mesta av detta slöseri genom att bara injicera den exakta skottvolymen som behövs, ger de kortaste och mest konsekventa cykeltiderna och producerar högsta dimensionsnoggrannhet – vilket gör det till den föredragna processen där delvolymer och kvalitetskrav motiverar den högre maskininvesteringen.

Vad man ska utvärdera när man väljer en gummiformsprutningsmaskin
Att välja rätt gummiformsprutningsmaskin för en specifik applikation kräver att man utvärderar flera inbördes beroende specifikationer snarare än att fokusera på ett enda nummer som klämkraft eller skottstorlek isolerat.
- Spännkraft: Beräkna den erforderliga spännkraften baserat på den projicerade kavitetsarean och förväntat insprutningstryck. Inkludera alltid en säkerhetsmarginal på minst 10–15 % över det beräknade minimumet för att ta hänsyn till processvariabilitet.
- Skottvolym och skruvdiameter: Maskinens skottkapacitet måste bekvämt rymma delvikten plus löparsystemets vikt utan att överskrida 80 % av den maximala skottvolymen, vilket säkerställer konsekvent materialhomogenisering vid varje cykel.
- Säkerhet vid bränning: Utvärdera maskinens cylinderdesign och temperaturkontrollprecision. Maskiner avsedda för värmekänsliga eller snabbhärdande sammansättningar behöver tätt indelad trumtemperaturkontroll och skruvkonstruktioner med kort uppehållstid för att förhindra anvulkning.
- Formplattans storlek och dagsljus: Bekräfta att maskinens formmått och maximala formöppningsavstånd (dagsljus) är kompatibla med formmåtten och delens höjd vid utmatning.
- Styrsystems förmåga: För flerproduktsanläggningar, prioritera maskiner med receptlagring, processdataloggning och fjärrövervakningskapacitet för att stödja kvalitetsspårbarhet och minska installationstiden mellan jobben.