Vad är en LSR formsprutningsmaskin?
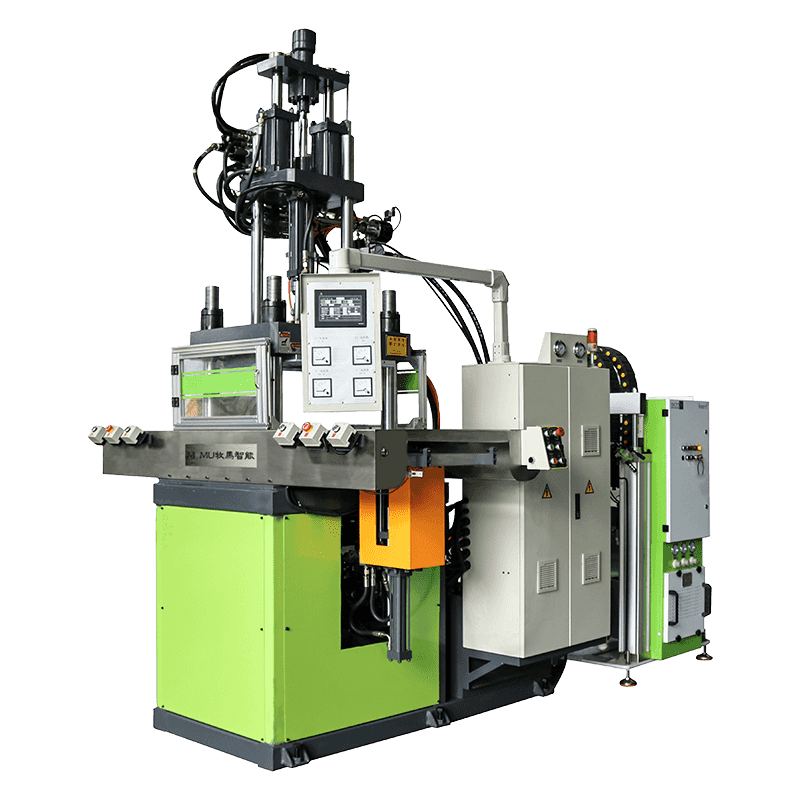
An LSR formsprutningsmaskin är ett specialiserat produktionssystem utformat för att bearbeta flytande silikongummi (LSR) till precisionsgjutna delar genom en sluten, automatiserad injektionscykel. Till skillnad från termoplastformsprutning, som smälter fasta pellets och injicerar dem i en kyld form, fungerar LSR-gjutning omvänt: det tvåkomponents flytande silikonet hålls kallt under injektion och härdas sedan inuti en uppvärmd form genom en platinakatalyserad vulkaniseringsreaktion. Denna fundamentala skillnad i materialbeteende driver nästan varje designbeslut i LSR-specifika maskiner — från den temperaturkontrollerade cylindern och doseringssystemet till spännenheten och formkonstruktionen.
LSR-maskiner används inom ett brett spektrum av industrier där silikons kombination av flexibilitet, termisk stabilitet, biokompatibilitet och kemikaliebeständighet krävs. Medicinsk utrustning, spädbarnsprodukter, biltätningar, konsumentelektronikkomponenter och industriella membran är bland de vanligaste applikationerna. Att förstå maskinens arbetsprinciper, viktiga delsystem och urvalskriterier är avgörande för ingenjörer och inköpsproffs som utvärderar LSR-produktionskapacitet.
Hur LSR-formsprutning fungerar: kärnprocessen
LSR levereras som ett tvådelat system: Komponent A innehåller baspolymeren och platinakatalysatorn, medan komponent B innehåller tvärbindaren och inhibitorn. De två komponenterna lagras i separata fat och matas genom en doserings- och blandningsenhet - vanligtvis en statisk mixer - som kombinerar dem i ett exakt 1:1-förhållande i volym. Att bibehålla exakta förhållandets noggrannhet är avgörande eftersom varje avvikelse förändrar härdningskemin och ger delar med inkonsekvent hårdhet, ofullständig härdning eller ytklibbighet.
Efter blandning injiceras den kombinerade LSR i en uppvärmd form - vanligtvis hållen mellan 160 °C och 220 °C - där platinakatalysatorn driver snabb tvärbindning. Härdningstiderna beror på detaljens geometri, väggtjocklek och formtemperatur, men de flesta produktionscykler sträcker sig från några sekunder för tunnväggiga delar till flera minuter för tjockare komponenter. Eftersom den härdade silikonen krymper något när den tvärbinds, måste formdesignen ta hänsyn till denna dimensionsförändring för att hålla snäva toleranser i den färdiga delen.
Själva injektionsenheten måste kylas – vanligtvis vattenkyld till cirka 10–15°C – för att förhindra för tidig härdning i pipan innan skottet når formen. Detta kallrörsystem, som ofta förlängs in i inlopps- och löpargeometrin inuti formen, minimerar materialspill genom att hålla LSR i sitt ohärdade flytande tillstånd upp till grinden, och sedan låter värmeskillnaden mellan den kalla löparen och den varma formhålan utlösa härdning precis där det behövs.
Viktiga delsystem i en LSR-formsprutningsmaskin
Mät- och doseringsenhet
Mätenheten är det mest kritiska delsystemet unikt för LSR-behandling. Den drar de två LSR-komponenterna från trycksatta fat med hjälp av pneumatiskt eller servodrivna kolvpumpar, upprätthåller ett exakt volymetriskt förhållande genom hela skottet och levererar det blandade materialet till injektionsenheten utan att tillföra luft. Avancerade mätsystem uppnår förhållandenoggrannhet inom ±0,5 % över produktionskörningar och inkluderar kontinuerliga övervakningssensorer som utlöser larm om förhållandet avviker utanför en inställd tolerans. Den statiska blandaren - ett passivt spiralformigt element genom vilket båda komponenterna matas - uppnår homogen blandning utan rörliga delar, vilket minskar underhållskraven jämfört med dynamiska blandningsalternativ.

Injektionsenhet
Insprutningsenheten för LSR skiljer sig från termoplastenheter på flera viktiga sätt. Skruvgeometrin använder ett grunt flygdjup och lågt kompressionsförhållande för att undvika att generera friktionsvärme som skulle härda materialet i pipan i förtid. Hela pipan är mantlad med en vattenkylningskrets. Insprutningshastigheten och trycket är servostyrda för att säkerställa konsekventa fyllningsegenskaper över varje skott, och injektionsenheten arbetar vanligtvis vid betydligt lägre tryck än termoplastiska system - vanligtvis mellan 500 och 1 500 bar - eftersom LSR:s låga viskositet kräver mindre kraft för att fylla formhålan.
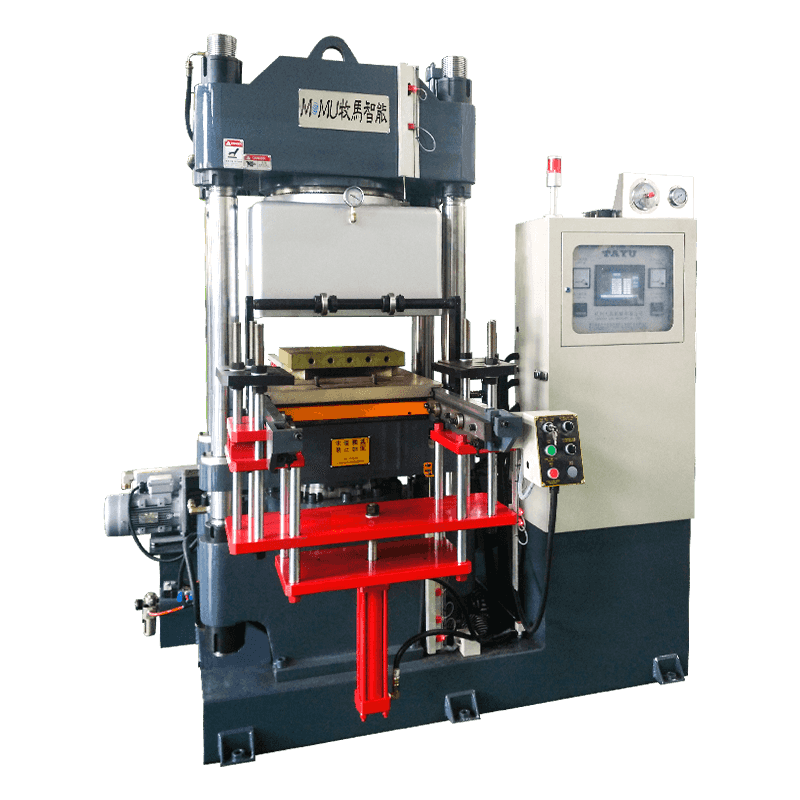
Spännenhet
LSR-formar kräver mycket hög klämkraft per enhet projicerad delarea jämfört med termoplaster, eftersom den låga viskositeten hos LSR betyder att den kommer att blinka över även minimala skiljelinjegap om klämkraften är otillräcklig. Vipp- och hydrauliska klämsystem används båda, med helt elektriska maskiner som alltmer föredras i renrumsmiljöer för sin renhet, repeterbarhet och energieffektivitet. Kraven på klämkraft beräknas baserat på kavitetstrycket multiplicerat med den projicerade arean av delen plus löparsystemet.
Jämförelse av LSR-maskiner: hydraulisk vs. helelektrisk
| Funktion | Hydraulisk LSR-maskin | Helelektrisk LSR-maskin |
| Repeterbarhet | Bra | Utmärkt |
| Lämplighet för renrum | Begränsad (risk för oljeförorening) | Hög (ingen hydraulvätska) |
| Energiförbrukning | Högre | 30–60 % lägre |
| Kapitalkostnad | Lägre | Högre |
| Ljudnivå | Högre | Lägre |
| Underhåll | Mer frekvent (hydrauliska tätningar) | Mer sällan |
| Bästa applikationspassform | Kraftfulla industridelar | Medicinska, livsmedelsgodkända precisionsdelar |
Branscher och applikationer som driver LSR-maskinefterfrågan
Tillväxten av LSR-formsprutning som produktionsmetod är direkt knuten till den växande uppsättningen industrier som är beroende av silikons materialegenskaper i krävande slutanvändningsmiljöer. Varje bransch har specifika krav som formar hur LSR-maskiner måste konfigureras och valideras.
- Medicinsk utrustning: LSR:s biokompatibilitet enligt ISO 10993-standarder och förmåga att steriliseras genom autoklavering, EtO och gammastrålning gör det till det valda materialet för katetrar, andningsmasker, tätningar för implanterbara enheter och kirurgiska instrumentgrepp. Maskiner som används för medicinsk LSR-produktion är vanligtvis helt elektriska, renrumskompatibla och utrustade med fullständig processdokumentation för regelefterlevnad.
- Spädbarns- och babyprodukter: Nappar, flasknipplar och tandprodukter kräver matkontaktsäker silikon fri från mjukgörare och BPA. LSR-kvaliteter certifierade enligt FDA 21 CFR och EU 10/2011 livsmedelskontaktföreskrifter är standard, och produktionsmiljöer måste uppfylla strikta hygienkontroller.
- Fordon: LSR används för tätningar, tändstiftsskydd, sensortätningar och komponenter under huven som måste tåla ihållande temperaturer från -50°C till 200°C. Biltillverkning i stora volymer använder vanligtvis hydrauliska maskiner med gjutformar för kalla löpare med flera hålrum för kostnadseffektivitet.
- Konsumentelektronik: Vattentäta packningar, knappmembran, öronsnäckor och tätningar för bärbara enheter representerar ett snabbt växande segment. Tunnväggiga, högprecisionsdelar med snäva dimensionstoleranser är vanliga, vilket gynnar helelektriska maskiner med hög insprutningshastighetskontroll.
- Industriell tätning: Pumpmembran, ventiltätningar och kemikaliebeständiga packningar utnyttjar silikonens motståndskraft mot ozon, UV-strålning och ett brett spektrum av kemikalier. Dessa tenderar att vara tjockare delar tillverkade på hydrauliska maskiner med lägre kavitation.
Kritiska faktorer vid val av en LSR-formsprutningsmaskin
Att välja en LSR-maskin kräver att man utvärderar tekniska specifikationer mot bakgrund av dina specifika delar, produktionsvolymer och regulatoriska miljöer. Flera faktorer avgör genomgående om en maskininvestering ger den förväntade avkastningen.
Skottstorlek och klämkraft måste anpassas till den projicerade delen och löparområdet i stället för att uppskattas löst. LSR:s låga viskositet innebär att även en blygsam spännkraftsbrist resulterar i blixt – en tunn film av härdat silikon vid avskiljningslinjen som kräver manuell trimning och ökar skrothastigheten. Beräkna erforderlig spännkraft vid ett minimum av 0,3 till 0,5 ton per kvadratcentimeter av projicerad hålighetsarea, och dimensionera maskinen med marginalen över den siffran för att tillgodose framtida formtillägg eller designändringar.
Temperaturkontrollprecision över formen är lika viktig som maskinens spänn- och insprutningsprestanda. Ojämna formtemperaturer ger delar med inkonsekvent härdning, dimensionsvariationer och ytdefekter. Utvärdera om maskinens formtemperaturregulator stöder zonbaserad temperaturkartläggning och om formdesignen ger tillräcklig täckning av värmekanalen. I precisionsmedicinska tillämpningar är formtemperaturvariationer på mer än ±2°C över kavitetens yta vanligtvis oacceptabelt.
Processövervakning och dataloggningsmöjligheter har blivit oförhandlingsbara för reglerade industrier. Moderna LSR-maskiner integrerar kavitetstrycksensorer, insprutningshastighet och tryckprofiler, loggning av formtemperatur och verifiering av mätförhållande i ett enhetligt processövervakningssystem. Dessa data krävs för processvalidering enligt FDA 21 CFR Part 820 och ISO 13485 för medicinsk utrustning, och efterfrågas i allt högre grad av fordonsnivå 1-kunder som en del av PPAP-dokumentationspaket.
Vanliga processfel och hur man förhindrar dem
Även väl specificerade maskiner ger defekter när processparametrar driver eller mögelförhållanden inte upprätthålls korrekt. Att känna igen grundorsakerna till vanliga LSR-defekter är viktigt för processingenjörer som ansvarar för produktionskvalitet.
- Flash: Orsakas av otillräcklig spännkraft, slitna skiljelinjeytor eller för högt insprutningstryck. Adressera genom att verifiera klämkraftsberäkningar, inspektera formens tillstånd och minska insprutningshastigheten under fyllningsfasen.
- Ofullständig fyllning / kort bild: Resultatet av otillräckligt insprutningstryck, blockerade grindar eller LSR som delvis har härdat i löparen innan den nådde kaviteten. Kontrollera grindens diameter, verifiera att cylindertemperaturen ligger inom målintervallet för kalllöparen, och inspektera för härdningsinhibering från kontaminering.
- Ytklibbighet: Indikerar underhärdning, oftast orsakad av felaktigt A:B-förhållande, för låg formtemperatur eller otillräcklig härdningstid. Verifiera doseringsförhållandet med ett kontrollerat dispenseringstest, kontrollera formtemperaturens enhetlighet och förläng härdningstiden om dimensionella toleranser tillåter.
- Luftinstängning/hålrum: Luft som införs under blandning eller injiceras med materialet producerar bubblor i den härdade delen. Se till att doseringssystemet är ordentligt tömt före produktion och kontrollera att insprutningshastigheten inte är så hög att luft dras in i gateområdet framför LSR-flödesfronten.
- Dimensionell variation mellan bilderna: Vanligtvis kopplat till inkonsekvens i doseringen, fluktuationer i cylindertemperaturen eller variabel härdningstid på grund av temperaturdrift i formen. Granska processövervakningsloggar för att identifiera vilken variabel som korrelerar med dimensionsförskjutning, och kalibrera om det relevanta delsystemet.