Vad är en vakuumgummivulkaniseringsmaskin och hur fungerar den?
En vakuumgummivulkaniseringsmaskin är en specialiserad industriell utrustning som används för att härda gummiblandningar under kontrollerad värme och tryck i en vakuummiljö. Vulkanisering är den kemiska process som omvandlar rått eller sammansatt gummi från ett mjukt, böjligt tillstånd till ett hållbart, elastiskt och värmebeständigt material genom att bilda tvärbindningar mellan polymerkedjor - vanligtvis genom svavel- eller peroxidbaserade härdare. Vakuumkomponenten är det som skiljer denna maskin från vanliga pressvulkanisatorer. Genom att evakuera luft från formhåligheten före och under härdningscykeln, eliminerar maskinen instängda luftfickor och gaser som annars skulle orsaka porositet, hålrum eller ytfläckar i den färdiga gummiprodukten.
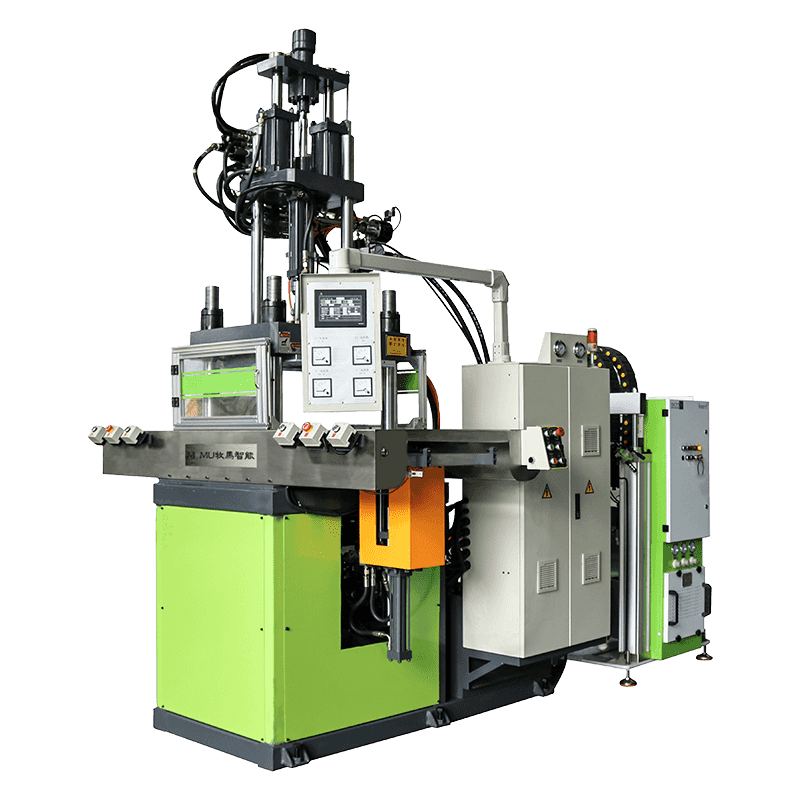
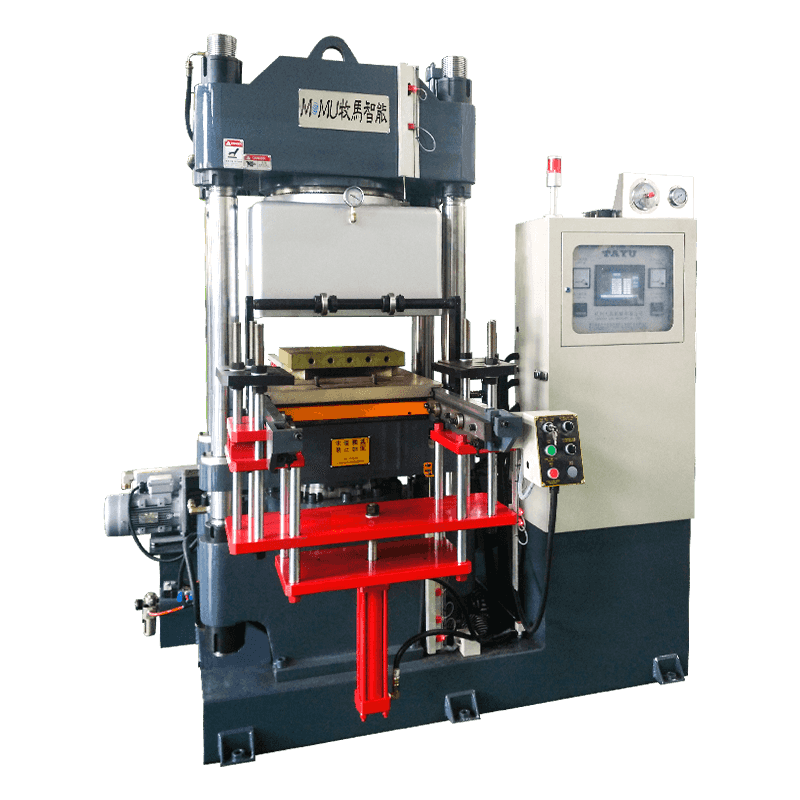
Maskinen arbetar genom en sekvens av automatiserade steg: formladdning, vakuumevakuering, tryckapplicering, värmehärdning och formsläpp. Uppvärmning uppnås vanligtvis genom elektriska plattor eller ånguppvärmda plattor som överför värme jämnt till gummiblandningen. En vakuumpump ansluten till den förseglade formkammaren drar ner det inre trycket - vanligtvis till mellan -0,08 MPa och -0,1 MPa - innan pressen stänger och applicerar klämkraft. Denna kombination av vakuum, värme och mekaniskt tryck säkerställer att komplexa formgeometrier fylls helt och att den härdade delen uppfyller dimensions- och ytkvalitetsspecifikationer.

Branscher och applikationer som förlitar sig på vakuumvulkanisering
Vakuumgummivulkaniseringsmaskiner används inom ett brett spektrum av industrier där gummidelarnas kvalitet och konsistens inte är förhandlingsbara. Fordonssektorn är en av de största användarna och förlitar sig på att dessa maskiner producerar tätningar, packningar, O-ringar, vibrationsdämpare och vätskehanteringskomponenter som måste fungera tillförlitligt under krävande termiska och mekaniska förhållanden. Inom flygindustrin används vakuumvulkanisering för precisionsgummikomponenter där även mikroskopiska hålrum kan äventyra integriteten hos kritiska tätningssystem.
Den medicintekniska industrin använder vakuumvulkaniseringsmaskiner för att tillverka silikon- och specialgummidelar som måste uppfylla strikta standarder för biokompatibilitet och dimensionell tolerans. Elektroniktillverkare använder dem för att tillverka isolerande komponenter och vibrationsisolerande fästen. Skoindustrin tillämpar teknologin för sulbindning och gjutna gummikomponenter. I varje fall är vakuummiljön avgörande för att uppnå den ytfinish, inre densitet och mekaniska prestanda som standardpressvulkanisering inte kan leverera tillförlitligt.
Viktiga processparametrar och hur man kontrollerar dem
Att producera konsekventa, defektfria vulkaniserade gummidelar kräver exakt hantering av flera ömsesidigt beroende processparametrar. Att förstå vad varje parameter gör - och hur avvikelser påverkar uteffekten - är grundläggande för att driva en vakuumvulkaniseringsmaskin effektivt.
Vulkaniseringstemperatur
Temperaturen är den primära drivkraften för vulkaniseringsreaktionen. De flesta gummiblandningar härdar i intervallet 150°C till 200°C, med den specifika optimala temperaturen beroende på sammansättningens formulering och härdningssystem som används. För låg temperatur resulterar i underhärdning - gummit kommer att vara mjukt, svagt och kan uppvisa klibbighet eller ofullständig tvärbindning. För hög temperatur orsakar överhärdning eller återgång, där polymernätverket bryts ned och gummit tappar styrka och elasticitet. Likformighet över formytan är lika viktig; temperaturgradienter på mer än fem till tio grader Celsius över formen kan orsaka ojämn härdning och differentiell krympning.
Härdningstid
Härdningstiden bestäms av föreningens reologidata – speciellt T90-värdet från ett reometertest (MDR), vilket indikerar den tid som krävs för att nå nittio procent av maximalt vridmoment (tvärbindningsdensitet) vid måltemperaturen. Härdningstider varierar vanligtvis från två till trettio minuter beroende på blandningstyp, deltjocklek och temperatur. För tjocka sektioner måste ytterligare tid räknas in för att värmen ska kunna tränga in i kärnan. Att använda en för kort härdningstid är en av de vanligaste källorna till fältfel i gummiprodukter.
Vakuumnivå och timing
Vakuumet måste nå målnivån innan pressen stängs och härdningen påbörjas. De flesta operationer är inriktade på en vakuumnivå på -0,095 MPa till -0,1 MPa. Evakueringstiden – vanligtvis femton till sextio sekunder – måste vara tillräcklig för att fullständigt tömma luft från både formhåligheten och eventuella ventilationskanaler. Om vakuumpumpcykeln är för kort, kommer kvarvarande luft att komprimeras snarare än att avlägsnas när pressen stänger, vilket orsakar hålrum under ytan. Att regelbundet testa pumpens prestanda och kontrollera efter läckor i vakuumledningarna och formtätningarna är avgörande för att upprätthålla konsekvent evakueringskvalitet.
Spänntryck
Klämtrycket håller formhalvorna tätade under vulkaniseringen och komprimerar gummiblandningen för att fylla kavitetens geometri helt. Otillräckligt klämtryck gör att det bildas blixt vid delningslinjen och kan resultera i underfyllda sektioner. Överdrivet tryck kan skada mögel eller göra att blandningen pressas ut ur håligheten innan gelning inträffar. Typiska klämtryck för gummivulkanisering varierar från 10 till 25 MPa beroende på blandningens viskositet och detaljgeometri.
Vanliga defekter och hur man diagnostiserar dem
Även med välkalibrerade maskiner kan defekter uppstå i vulkaniserade gummidelar. Att identifiera grundorsaken minimerar snabbt skrot och produktionsstopp. Följande tabell sammanfattar de vanligaste defekterna och deras troliga orsaker:
| Defekt | Trolig orsak | Korrigerande åtgärd |
| Porositet / inre tomrum | Otillräckligt vakuum eller evakueringstid | Kontrollera pumpens prestanda; förlänga evakueringstiden |
| Ytblåsor | Fukt i blandning eller mögel | Förtorkad förening; rengör och förvärm formen |
| Underhärdning (mjuka delar) | Låg temperatur eller otillräcklig härdningstid | Verifiera plattans temperaturkalibrering; förlänga botningstiden |
| Överdriven flash | Lågt klämtryck eller sliten formavskiljningslinje | Öka presstonnaget; inspektera och renovera mögel |
| Kort skott / ofyllda områden | Otillräcklig laddningsvikt | Beräkna om laddningsvikten; justera sammansatt förform |
| Dimensionell variation | Inkonsekvent temperatur eller klämkraft | Kalibrera sensorer; utföra regelbundet pressunderhåll |
Hur man väljer rätt vakuumgummivulkaniseringsmaskin
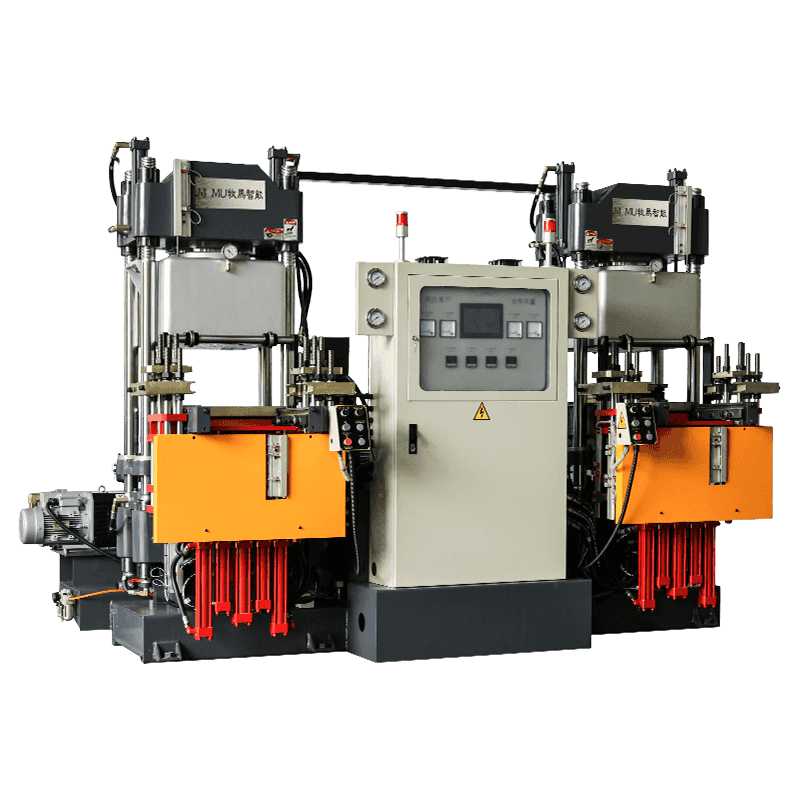
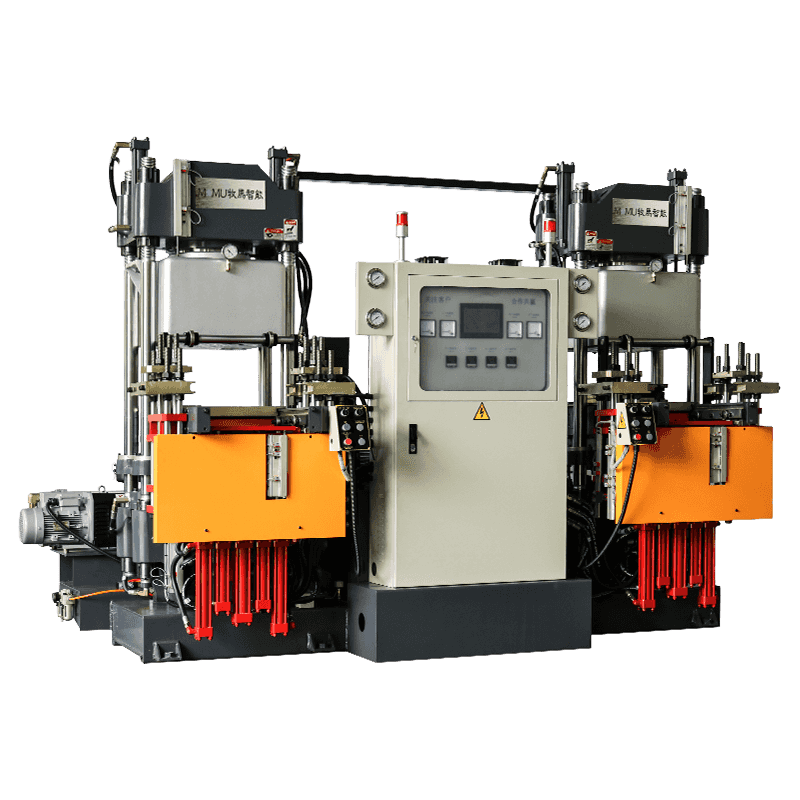
Att välja rätt maskin kräver matchning av utrustningsspecifikationer till kraven för din specifika produktionsapplikation. Viktiga utvärderingskriterier inkluderar valsstorlek, presstonnage, vakuumsystemkapacitet, temperaturområde och sofistikerad styrsystem.
- Plattans storlek måste rymma den största formen du tänker köra, med tillräcklig marginal för att bibehålla en jämn temperaturfördelning. Standard valsstorlekar sträcker sig från 200 mm × 200 mm för produktion av små delar upp till 1000 mm × 1000 mm eller större för industriella applikationer.
- Presstonnage måste anpassas till det projicerade området av din form och viskositeten hos din gummiblandning. Beräkna som en allmän riktlinje den erforderliga kraften genom att multiplicera formhålighetens projicerade yta med målet för klämtrycket, och lägg sedan till en säkerhetsmarginal på minst tjugo procent.
- Vakuumpumpens kapacitet – mätt i liter per minut – bör vara tillräcklig för att evakuera formkammaren till målvakuumnivån inom femton till trettio sekunder. Större formvolymer kräver pumpar med högre kapacitet för att undvika förlängda cykeltider.
- Temperaturintervall och enhetlighetsspecifikationer bör verifieras mot härdningskraven för din förening. De flesta maskiner för allmänt bruk fungerar upp till 200°C, medan specialmaskiner för högtemperatursilikon- eller fluorelastomerföreningar kan kräva 250°C eller högre.
- Styrsystemets förmåga avgör hur mycket processflexibilitet och dataloggning du kan uppnå. Programmerbara logiska styrenheter (PLC) med pekskärmsgränssnitt tillåter härdningsprofiler i flera steg, automatiserad vakuumsekvensering och lagring av produktionsposter – allt värdefullt för kvalitetshantering och processupprepbarhet.
Rutinunderhåll som skyddar maskinens prestanda
En vulkaniseringsmaskin av vakuumgummi representerar en betydande kapitalinvestering, och konsekvent underhåll är viktigt för att skydda den investeringen samtidigt som produktionstillförlitligheten säkerställs. Vakuumsystemet kräver mest uppmärksamhet - vakuumpumpoljan bör kontrolleras och bytas enligt tillverkarens schema, vanligtvis var tredje till var sjätte månad under kontinuerliga produktionsförhållanden. Vakuumledningsanslutningar, packningar och formtätningar bör inspekteras varje vecka med avseende på slitage eller läckage, eftersom även små läckor avsevärt försämrar evakueringsprestandan.
Platttemperatursensorer och tryckgivare bör kalibreras kvartalsvis med certifierade referensinstrument för att säkerställa att maskinens visade värden återspeglar faktiska processförhållanden. Hydraulvätskenivåer och filterförhållanden bör övervakas månadsvis. Formytor bör rengöras efter varje produktionskörning för att förhindra att gummirester ansamlas, vilket kan orsaka vidhäftning, ytdefekter på efterföljande delar och accelererat mögelslitage. Att föra en detaljerad underhållslogg – som registrerar alla inspektioner, vätskebyten, kalibreringar och felhändelser – ger de historiska data som behövs för att identifiera nya problem innan de orsakar oplanerade stillestånd.
Maximera utdatakvalitet och produktionseffektivitet
Utöver maskinval och underhåll, uppnå konsekvent hög utskriftskvalitet från en vakuumgummivulkaniseringsmaskin beror på processdisciplin. Standardisering av sammansättningsberedning - inklusive konsekvent vikt, form och placering av förformen i formen - eliminerar en av de vanligaste källorna till del-till-del variation. Korrekt och konsekvent användning av släppmedel förhindrar vidhäftning utan att förorena gummiytan eller påverka bindningen i kompositdelar. Att upprätta dokumenterade härdningsrecept för varje produkt och låsa dessa recept i maskinens styrsystem förhindrar oavsiktliga parameterändringar som leder till att produktionen inte överensstämmer.
Statistiska processkontrollmetoder (SPC) som tillämpas på viktiga utgångsmätningar – delvikt, kritiska dimensioner och hårdhet – ger tidig varning när processdrift inträffar, vilket möjliggör korrigerande åtgärder innan stora mängder skrot produceras. För högvolymoperationer möjliggör integration av maskinens datautgång med ett tillverkningsexekveringssystem (MES) produktionsövervakning och spårbarhet i realtid, vilket i allt högre grad krävs av fordons- och medicinkunder som en del av deras leverantörskvalitetskrav. Att behandla vulkaniseringsmaskinen som ett precisionsinstrument snarare än en råvarupress är det tankesätt som skiljer konsekvent högpresterande gummioperationer från de som kämpar med kroniska kvalitets- och avkastningsproblem.